您的位置>首页 >福建本地行业频道 >
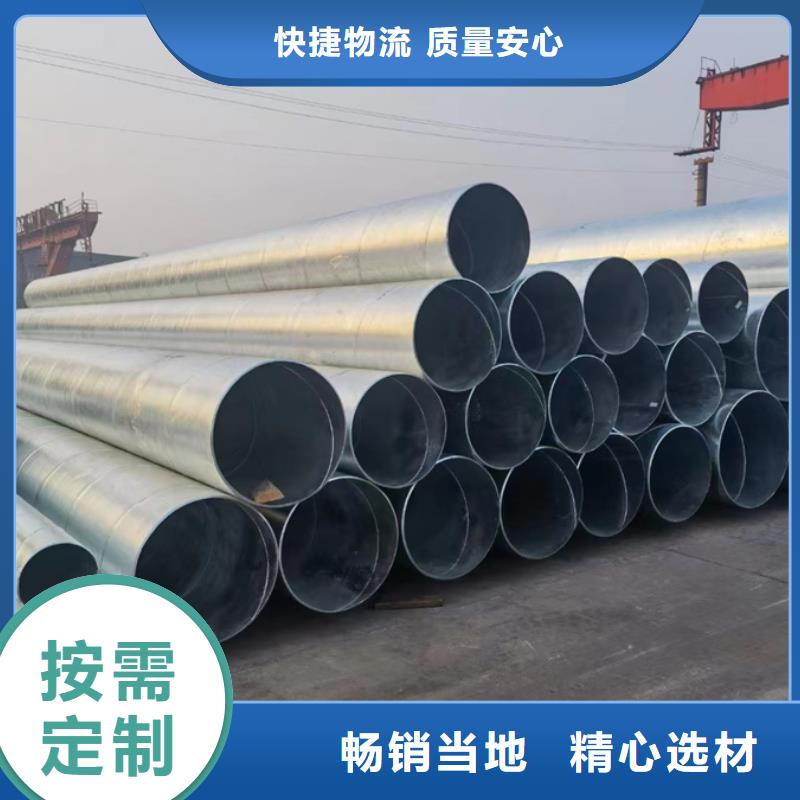
友发螺旋钢管机械制造项目
发布时间: 2024-06-22 04:03:26 浏览次数:3
以下是:友发螺旋钢管机械制造项目的产品参数
| 产品参数 |
|---|
| 产品价格 | 4100元 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 物流 |
|---|
| 最小起订 | 1根 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 否 |
|---|
| 产品材质 | Q235B Q355B |
|---|
| 产品品牌 | 鑫豪 |
|---|
| 产品规格 | 规格齐全 |
|---|
| 发货城市 | 天津 |
|---|
| 产品产地 | 天津 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 型号齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 碳钢 |
|---|
| 质保时间 | 一年 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 认证 |
|---|
| 产品功率 | 450 |
|---|
| 工作温度 | 480 |
|---|
| 螺旋管长度 | 3米 4米 5米 6米 9米 12米 |
|---|
| 螺旋管生产工艺 | 埋弧焊 |
|---|
| 螺旋管特性 | 抗拉强度高,冷弯性能好 |
|---|
以下是:友发螺旋钢管机械制造项目的图文视频
导读 友发螺旋钢管机械制造项目,福建省鑫豪管业有限公司为您提供最新友发螺旋钢管机械制造项目产品案例,联系人:于经理,电话:15522329158、15522329158,QQ:648126397,发货地:天津静海大邱庄镇发货到福建。
福建省 唐开元二十一年(733年),设立军事长官经略使。从福州、建州各取一字,名为福建经略军使,与福州都督府并存。元朝时期,置福建等处行中书省。明洪武九年(1376年),置福建等处承宣布政使司。福建历史代表文化为“八闽文化”。福建省位于东海与南海的交通要冲,是历史上海上丝绸之路、郑和下西洋的起点,也是海上商贸集散地;开放优势明显,对外交流历史悠久,经济外向度高,是中国对外通商最早的省份之一,宋元时期泉州是世界知名商港、海上丝绸之路起点,福州是郑和下西洋的驻泊地和开洋地。拥有经济特区、自由贸易试验区、综合实验区、21世纪海上丝绸之路核心区等多区叠加优势。全国著名侨乡,现旅居世界各地的闽籍华人华侨1580万人,闽籍港澳同胞120多万人,80%以上台湾民众祖籍在福建。
别再等待了,仅仅一分钟,就能通过我们的友发螺旋钢管机械制造项目产品视频探索到无数令人心动的细节和亮点。
以下是:友发螺旋钢管机械制造项目的图文介绍



2、螺旋管除锈:首要运用钢丝刷等东西对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手开工具除锈能到达Sa2级,动力东西除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,除锈结果不睬想,达不到防腐施工要求的锚纹深度。
3、螺旋管酸洗:普通用化学和电解两种办法做酸洗处置,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表,到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染。
螺旋管的各种作用的介绍:
螺旋管亦称为螺线筒或螺线体。螺旋管的外径约为30毫微米,内径约为10毫微米,相邻的螺旋间距约为11毫微米。螺旋管的每1周由6个核小体围成,H1组蛋白位于螺旋管腔的内表面,对维持螺旋管的结构起着重要的作用。由核小体组成的10毫微米纤维螺旋化形成30毫微米粗纤维,使DNA长度进一步压缩6倍。


螺旋管的制作工艺都有哪些:
螺旋管原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置,来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机,进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
螺旋管焊完的焊缝均经过,在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。
总结 友发螺旋钢管机械制造项目_福建省鑫豪管业有限公司,固定电话:15522329158,移动电话:15522329158,联系人:于经理,QQ:648126397,静海大邱庄镇 发货到 福建省。