

衡水泰聚金属材料有限公司拥有一支能文能武,高素质的 铅房厂生产和技术研发团队,以精湛的技术工艺,精益求精的 铅房厂产品获得众多用户认可。主营产品: 铅房厂。 拥有完善的 铅房厂产品质量监督管理体系及完善的检测手段,坚持质量,交货及时,价格低廉,服务周到的原则。我们以雄厚的技术力量,以及灵活快捷的工作态度竭诚为您服务。 本公司服务宗旨:诚信服务、质量是生命!真挚的愿与各界朋友在 铅房厂领域中,合作生产,共同发展!

防辐射铅门的基本焊接工艺参数防辐射铅门焊接基本工艺参数主要有焊条或焊丝直径、焊接电流、运条方法或焊丝横向摆动、弧长与电弧电压、焊接速度等。 1.焊条直径在焊条电弧焊中,焊条直径的选择2.焊丝直径焊丝是气焊、气体保护焊和埋弧自动焊时使用的焊接材料,其选择参照表。二、焊接电流防辐射铅门焊接电流是重要的工艺参数,选择焊接电流应考虑如下问题,选择焊接电流应考虑如下三、电弧电压(弧长)在焊接中,电弧电压往往是被人忽视的参数。其实,对焊接质量也有重大影响。电弧电压的大小与弧长成正比,电弧I度越大,电弧电压越高,反之越低。在焊接操作时,电弧电压不宜太高(电弧不宜过长),电弧压太高有如下害处:①电弧燃烧不稳定;②容易导致飞溅增大;③减小熔化深度;④易产生咬边、气孔等缺陷。因此,焊接操作时,在不短路的情况下应尽量采用短弧焊。另外。不同的电弧电压会使熔滴的过渡形式发生变化:一般来说,短路过渡电压较低,电流较小;喷射过渡电压较高,电流较大;而大滴过渡时,电流和电压都介于两者之间,但飞溅大,故一般不采用。

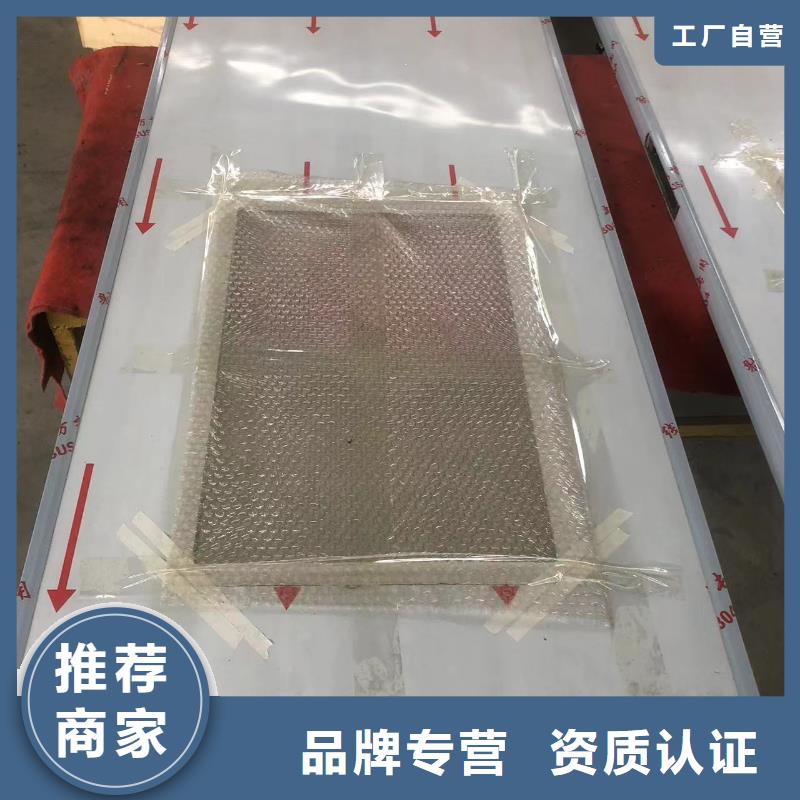
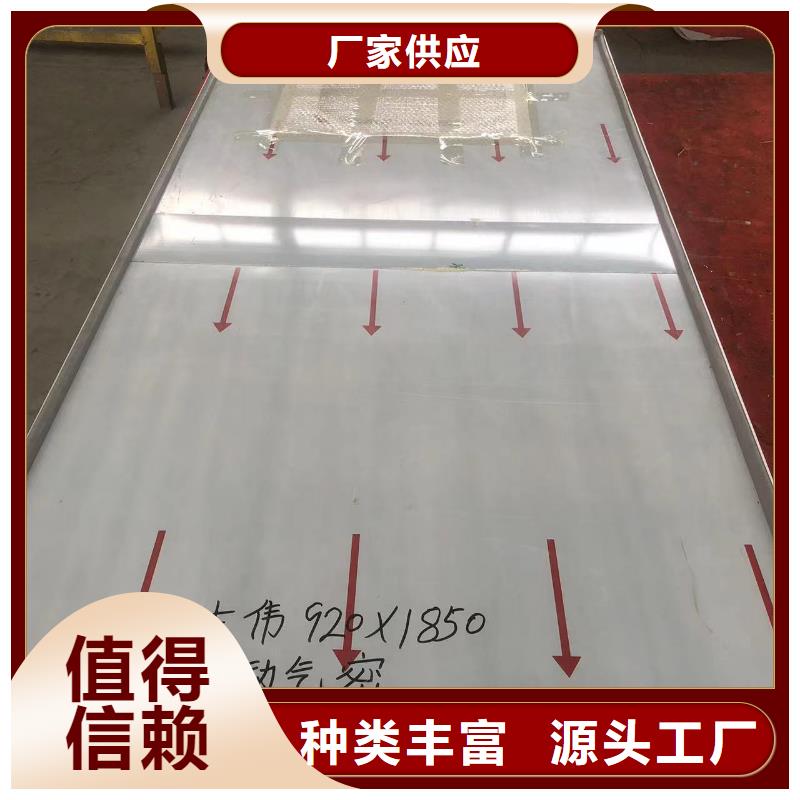
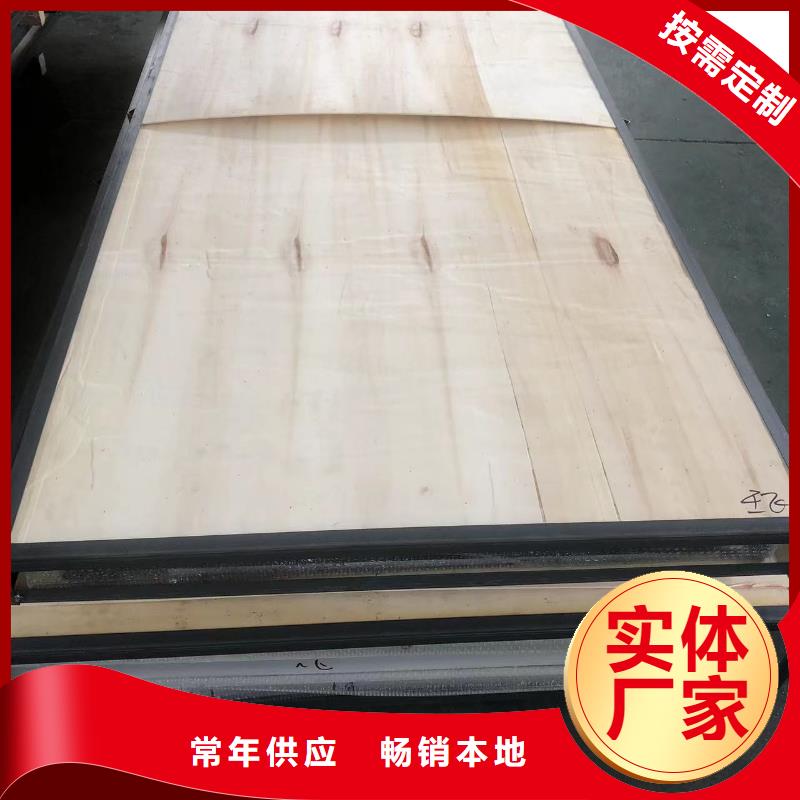
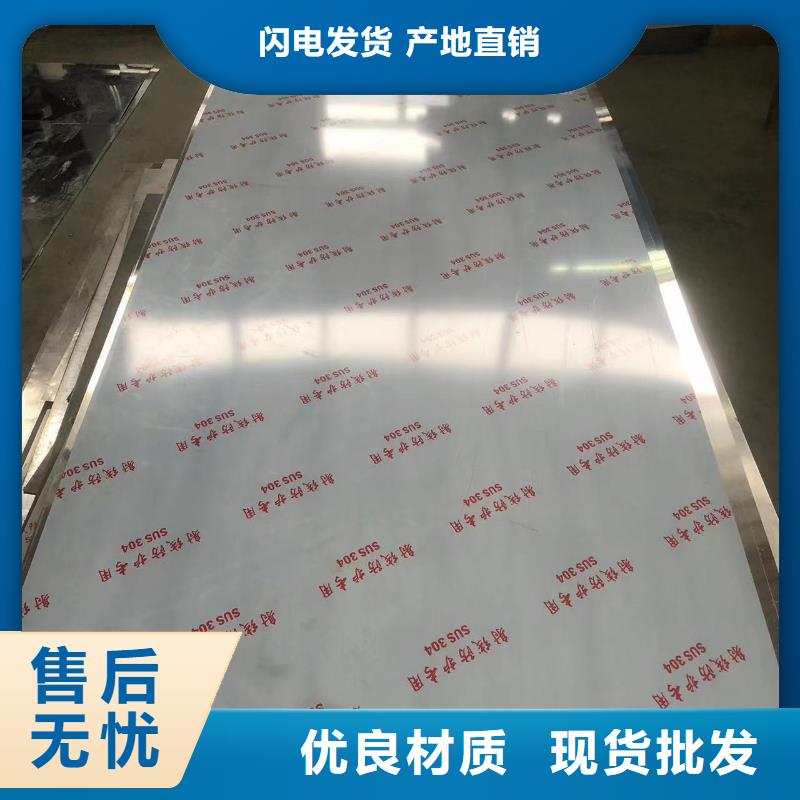
泰聚金属材料有限公司主要生产铅板(医用铅板、防辐射铅板、X光室防护铅板)铅砖、铅锭、铅玻璃、钡、医用铅门防辐射铅门、CT、X光室防辐射铅门、铅房、铅屏风、工业探伤门复合防护板及其它铅制品的生产厂家,生产的铅制品全部用99.994以上的铅锭制造,主要用于防护,工业探伤,工业防腐。 1、检查所需安装射线防护门,对射线防护门检查及其开关是否灵活顺畅。 2、把门放入到门洞内(必要时把门扇拆下),使包边位内接触面贴合墙体并垂直,必要时纠正墙体表面。 3、对饺位侧框体进行垂直定位,必须做到点面在同一平面上。 4、对饺位侧框体进行固位,拉爆(M10拉爆)固位或拉片固位,需牢固。 5、调整锁位宽体垂直位置,使门扇同门框之间的间隙位置达到均匀一致,并做终的固定。 6、开启射线防护门,检查开关是否灵活。


