
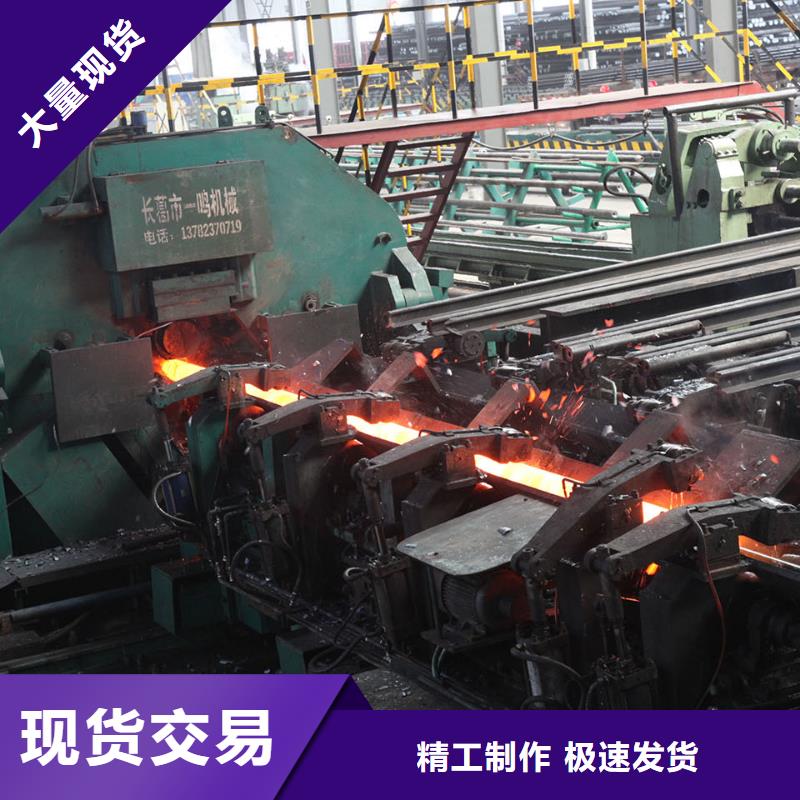




无缝钢管除锈防腐工艺流程介绍:除锈是管道防腐工艺中重要的一项内容,目前除锈方法有很多,像人工除锈、喷砂除锈以及酸洗除锈等等。其中人工除锈、机械除锈以及涂装除锈(防腐刷油)是相对常见的除锈方式,以下就这三种除锈工艺的具体操作要求为您作简单介绍。无缝钢管人工除锈 用刮刀、锉刀将管道、设备及容器表面的氧化皮、铸砂除掉,再用钢丝刷将管道、设备及容器表面的浮锈除去,然后用砂纸磨光,较后用棉丝将其擦净。第二、无缝钢管机械除锈先用刮刀、锉刀将管道表面的氧化皮、铸砂去掉;然后一人在除锈机前,一人在除锈机后,将管道放在除锈机内反复除锈,直至露出金属本色为止;刷油前,用棉丝再擦一遍,将其表面的浮灰等去掉。第三、无缝钢管防腐刷油管道、设备及容器阀门,一般按设计要求进行防腐刷油,当设计无要求时应按下列规定进行:1、明装管道、设备及容器必须先刷一道防锈漆,待交工前再刷两道面漆,如有保温和防结露要求应刷两道防锈漆; 2、暗装管道、设备及容器刷两道防锈漆,第二道防锈漆必须待 道漆干透后再刷,且防锈漆稠度要适宜; 3、 埋地管道做防腐层时,若在冬季施工,宜用橡胶溶剂油或航空汽油溶化30甲或30乙石油沥青,重量比:沥青∶汽油=1∶2,防腐涂漆的方法一般有两种:①手工涂刷:手工涂刷应分层涂刷,每层应往复进行,纵横交错,并保持涂层均匀,不得漏涂或流坠;②机械喷涂:喷涂时喷射的漆流应和喷漆面垂直,喷漆面为平面时,喷嘴与喷漆面应相距250~350mm,喷漆面如为圆弧面,喷嘴与喷漆面的距离应为400mm左右,喷涂时,喷嘴的移动应均匀,速度宜保持在10~18m/min,喷漆使用的压缩空气压力为0.2~0.4MPa。


白银浩铭物资有限公司经过近几年来的业务发展,本公司已具备 小口径无缝钢管类行业的实用技术,完善的服务体系,开拓出国内的广大应用市,服务于全国。

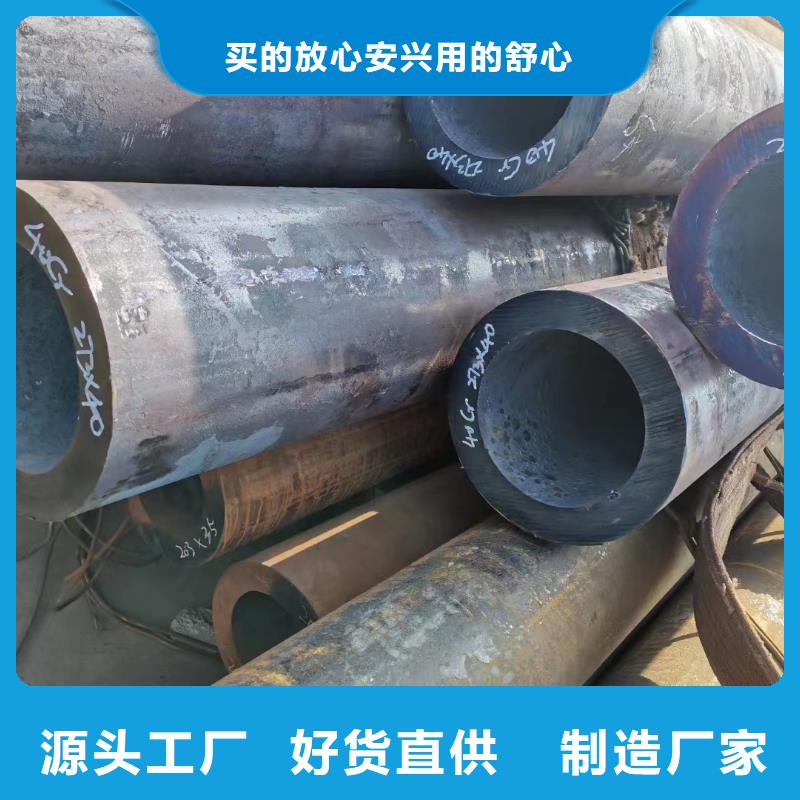
无缝钢管厂生产方法,无缝管分热轧管、冷轧管、冷拔管、挤压管、顶管等。按照断面形状,无缝钢管分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、 带翅管多种复杂形状。 直径达650mm,小直径为 0.3mm。根据用途不同, 有厚壁管和薄壁管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅 炉管、轴承管以及汽车、拖拉机、航空用高精度结构钢管。 沿其横截面的周边上无接缝的钢管。根据无缝钢管厂生产方法不同分为热轧管、冷轧管、冷拔管、挤压管、顶管等,均有各自工艺规定。材质有普通和优质碳素结构钢(Q215-A~Q275-A和10~50号钢)、低合金钢(09MnV、16Mn等)、合金钢、不锈耐酸钢等。按用途分为一般用途的(用于输水、气管道和结构件、机械零件)和专用的(用于锅炉、地质勘探、轴承、耐酸等)两类。

