您的位置>首页 >郑州当地行业新闻 >
绗磨气缸筒
发布时间: 2024-06-21 04:44:53 浏览次数:1
以下是:绗磨气缸筒的产品参数
| 产品参数 |
|---|
| 产品价格 | 5000/吨 |
|---|
| 发货期限 | 24小时 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1公斤 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20#/45#/16Mn |
|---|
| 产品品牌 | 九冶 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 定制 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 有色金属 |
|---|
| 质保时间 | 1个月 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 机械加工/液压 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 正品 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/Q345B/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工 |
|---|
以下是:绗磨气缸筒的图文视频
导读 绗磨气缸筒,河南省郑州市安达液压机械有限公司为您提供绗磨气缸筒的最新资讯,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:聊城辽河路燕山路交叉口南500米东首发货到郑州。 河南省,郑州市 郑州市,简称“郑”,史谓“天地之中”,古称商都,今谓绿城,河南省辖地级市、省会、特大城市,《促进中部地区崛起“十三五”规划》明确支持建设的国家中心城市。地处河南省中北部,黄河中、下游分界处,介于东经112°42′~114°14′,北纬34°16′~34°58′之间,全市总面积7567平方千米。地形总趋势是西南高、东北低,属温带大陆性季风气候,境内有大小河流124条,地跨黄河、淮河两大流域。截至2022年12月,郑州市辖6个区、5个县级市、1个县。截至2022年末,郑州市有常住人口1282.8万人。
以下的绗磨气缸筒视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能全面了解产品魅力。
以下是:绗磨气缸筒的图文介绍
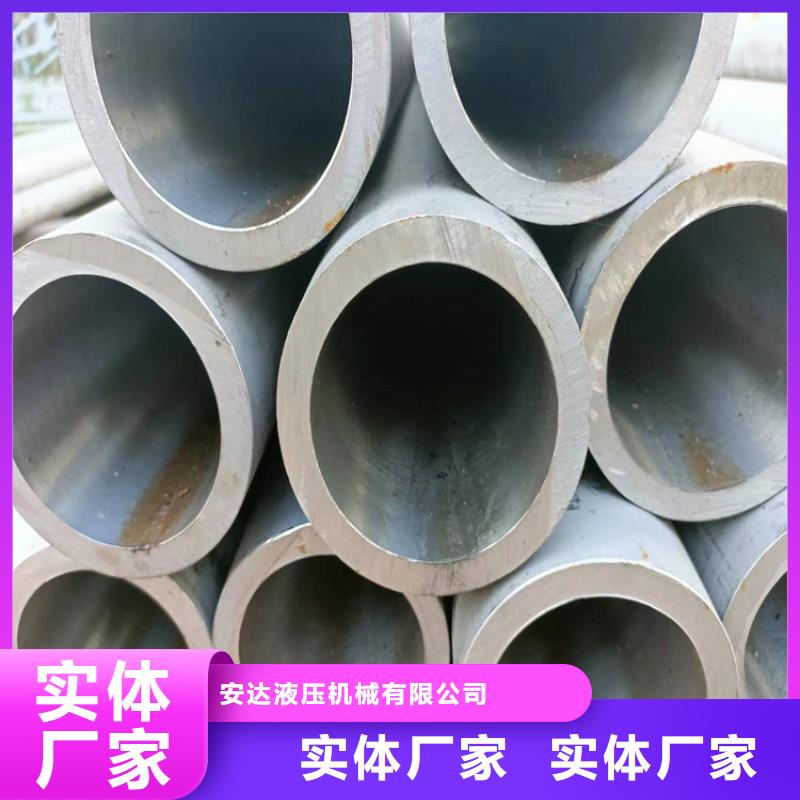
产品特点图

珩磨管油缸管绗磨管 珩磨管淬火开裂与工件的形状有密切的关系,钢件形状影响珩磨管淬火应力的大小和分布。工件上的缺口、尖角、沟槽、孔穴及断面急剧变化的部位都是珩磨管淬火内应力集中处,是断裂的危险部位。 加热不当 工件在热处理时的加热温度、保温时间和加热设备(炉内气氛)等均能成为珩磨管淬火裂纹的诱因。珩磨管淬火加热温度愈高,淬裂倾向愈大。珩磨管淬火温度升高,加热保温时间延长,使奥氏体晶粒长大,则珩磨管淬火马氏体粗化、脆化,断裂强度降低,这是淬裂倾向增大的根本原因。不容易发生淬裂的加热炉是真空炉,其次按电炉、盐浴炉、火焰炉的顺序排列易于产生珩磨管淬火裂纹。重油炉、燃煤炉等火焰炉是容易发生淬裂的炉型。滚压管

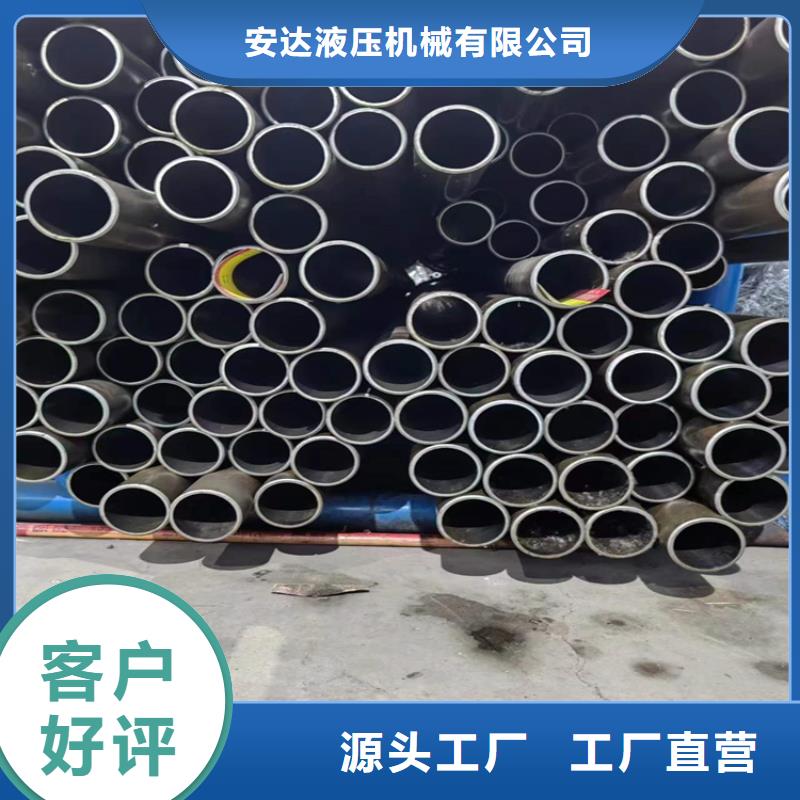
适用范围


为什么选择我们

珩磨管油缸管绗磨管无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象。
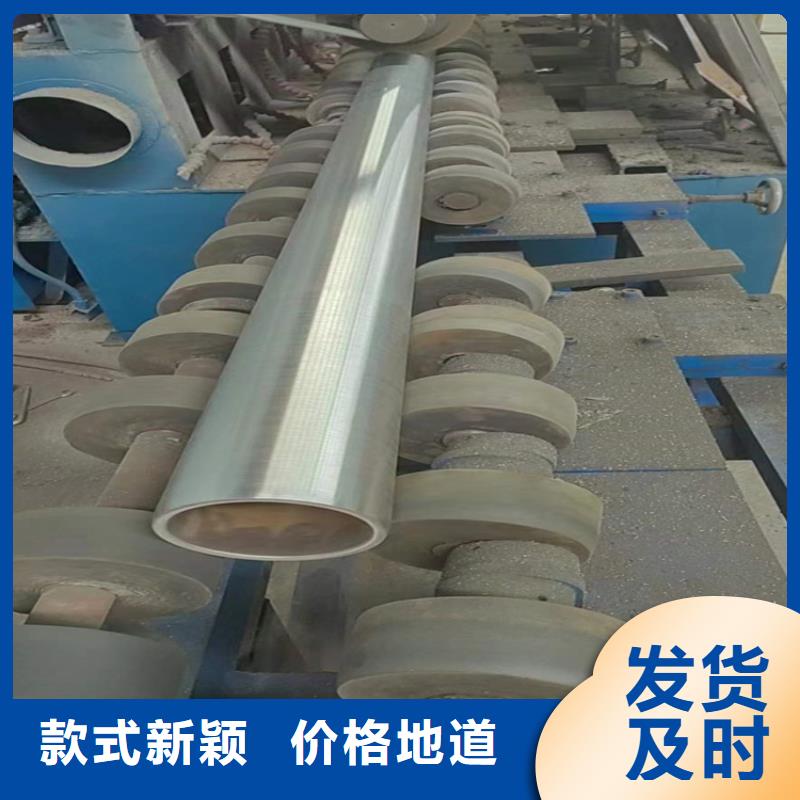
滚压加工原理:是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
滚压管

总结 绗磨气缸筒,河南省郑州市安达液压机械有限公司专业从事绗磨气缸筒,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:辽河路燕山路交叉口南500米东首,以下是绗磨气缸筒的详细页面。