您的位置>首页 >台州当地行业新闻 >
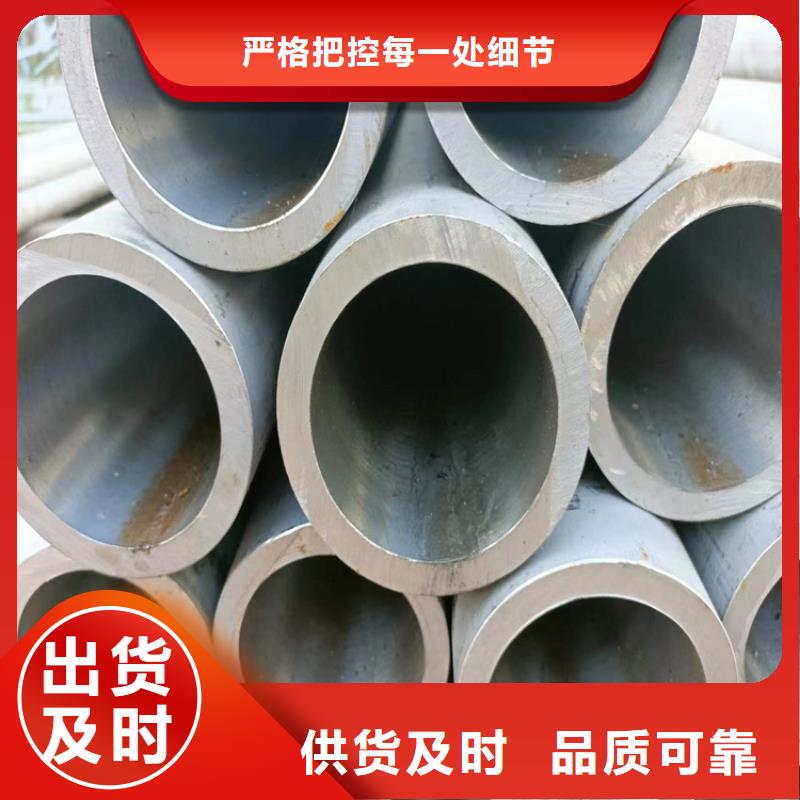
油缸管
更新时间: 2024-11-13 14:27:33 浏览次数:3
以下是:油缸管的产品参数
| 产品参数 |
|---|
| 产品价格 | 5000/吨 |
|---|
| 发货期限 | 24小时 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1公斤 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20#/45#/16Mn |
|---|
| 产品品牌 | 九冶 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 定制 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 有色金属 |
|---|
| 质保时间 | 1个月 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 机械加工/液压 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 正品 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/Q345B/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工 |
|---|
以下是:油缸管的图文视频
导读 您是想要在浙江省台州市采购高质量的油缸管产品吗?安达液压机械有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的油缸管产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:高经理-17706353138,QQ:3573482096,地址:《聊城辽河路燕山路交叉口南500米东首发货到浙江省 台州市 椒江区、黄岩区、路桥区、玉环市、三门县、天台县、仙居县、温岭市、临海市》。 浙江省,台州市 台州市是长江三角洲中心区城市,,国务院批复确定的浙江沿海的区域性中心城市和现代化港口城市,江南水乡型城市,也是全国文明城市、新型城镇化综合试点地区,2017中国幸福感城市、2018中国大陆地级城市30强、2019年中国百强城市排行榜第44、2020中国外贸竞争力百强城市。
如果你想要更深入地了解我们的油缸管产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
以下是:油缸管的图文介绍
安达液压机械有限公司秉承,品质、客户致上的服务宗旨。愿与客户永远站在同一战线,为客户提供好 浙江台州不锈钢油缸管产品,尽大努力为客户结约成本。 客户永远是我们的贵人,是我们的朋友。安达液压机械有限公司致力于客户关系建设,以诚实守信,合作负责赢得客户的赞赏。我们的成功归功于客户对我们的信任与选择;成就客户才能成就自己,感动自己才能感动客人。


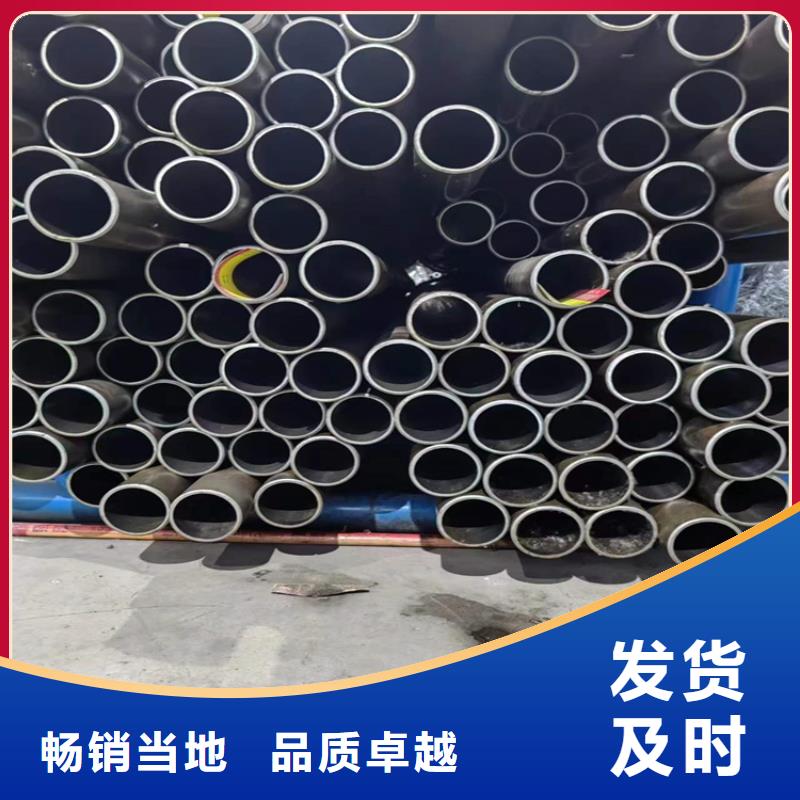
浙江台州珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
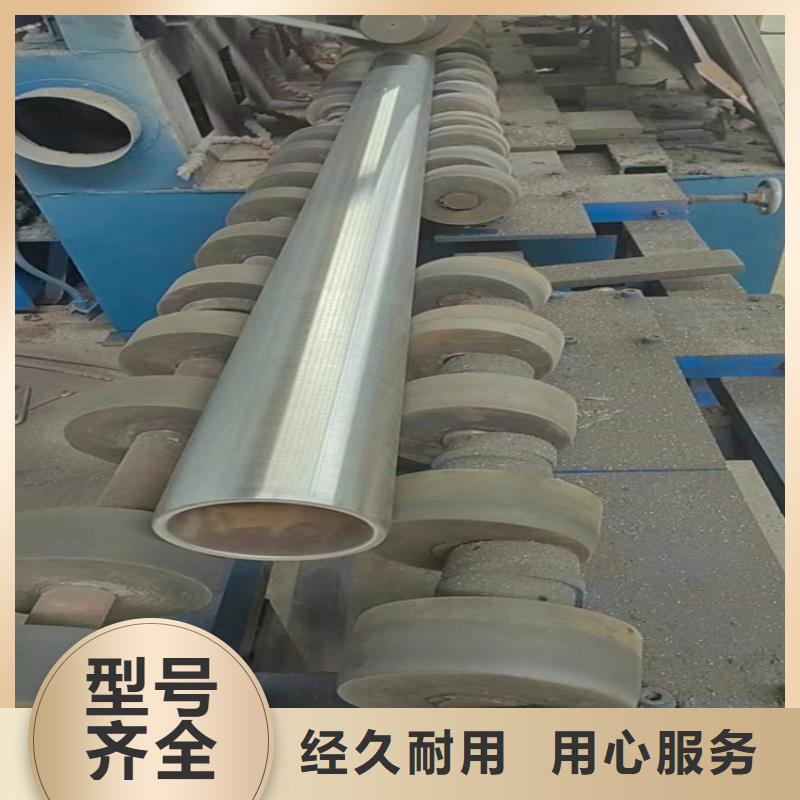
滚压管


总结 选购油缸管来浙江省台州市找安达液压机械有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-17706353138,{QQ:3573482096},地址:[辽河路燕山路交叉口南500米东首]。