
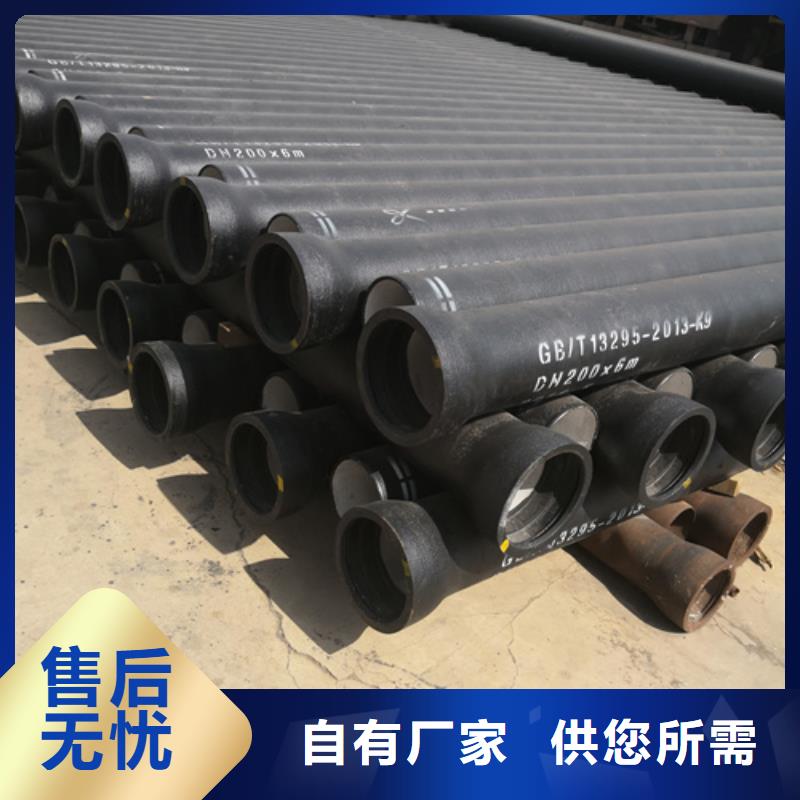

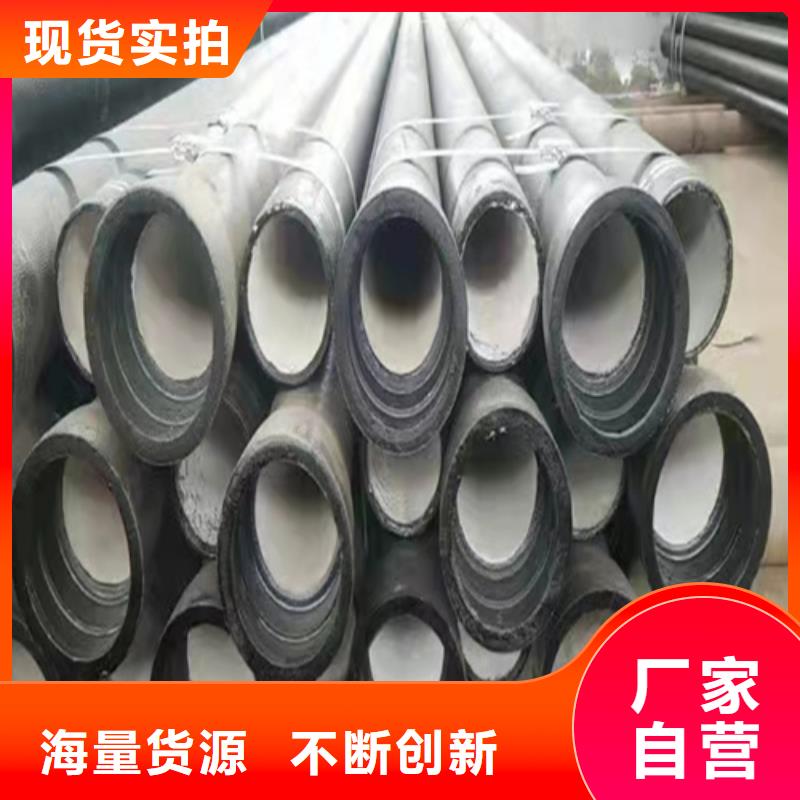


想要一睹k9DN450球墨铸铁管报价格产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:k9DN450球墨铸铁管报价格的图文介绍
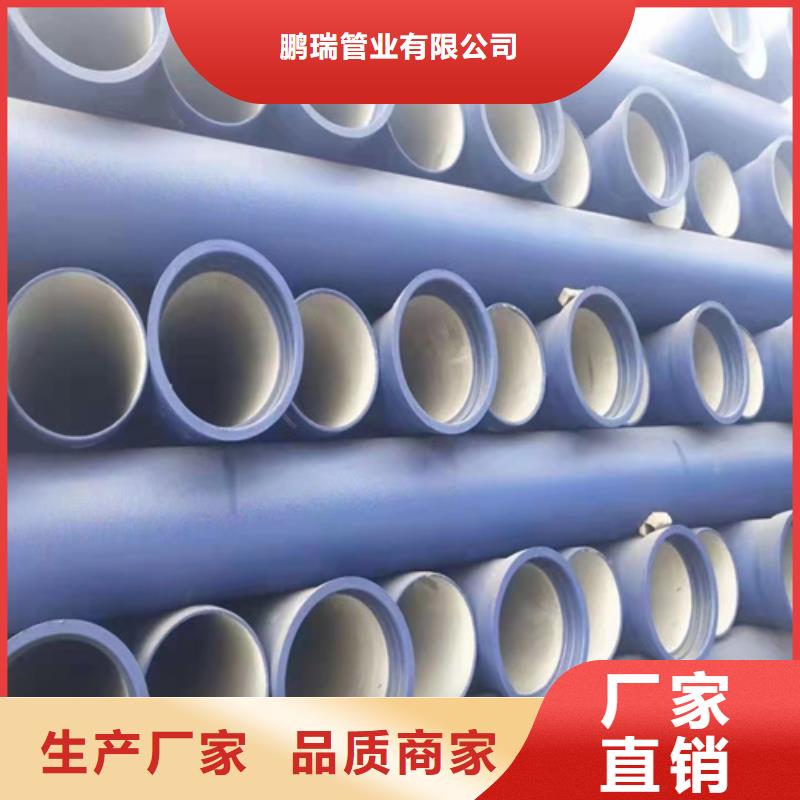
鹏瑞管业有限公司位于汇通国际金属工业园 鹏瑞管业。本公司主要经营各种 云南西双版纳球墨铸铁圆棒产品。公司的商品品种繁多、规格齐全、库存量大,送货能力强、辐射面广,业务队伍经验丰富,并配有简单的代客加工业务,本着诚信服务的原则可为客户在购买和选择材料时提供意见作参考。期待您的咨询!

球墨铸铁管件母体端部设有承接宽口或法兰盘,其特征在于:管件母体的内壁设有厚度为1500—2400微米的聚氯乙烯或聚乙烯内衬涂层,聚氯乙烯或聚乙烯内衬涂层对应承接宽口的一端位于承接宽口的内边界处,或法兰盘外侧面也设有聚氯乙烯或聚乙烯内衬涂层且与管件母体内壁的内衬涂层连续过渡。用于与CN7U公开的球墨铸铁管配套使用,符合饮用水标准,内衬层不易脱落,保证与管材的密封效果,增强耐腐蚀性和抗冲击性,提高安装效率。 1、由于球墨铸铁管件母体内壁设有厚度为1500—2400微米的聚氯乙烯或聚乙烯内衬涂层,则与CN7U公开的球墨铸铁管配合,实现管路内表面光洁度高,管路内径空间放大,在同等用水量的基础上降低铺设管径,实现投入成本的降低,同时有效的解决了传统球墨铸铁管管件不易附着衬层、养生时间过长且受地域环境影响的问题,克服了附着力不强、衬层易脱落及衬层脱落造成管线及计量表的堵塞的缺陷。 2、为了适应管件的结构和使用环境,内衬涂层厚度设为1500—2400微米,超过了CN7U公开的球墨铸铁管件内聚氯乙烯或聚乙烯内衬涂层的厚度,以此增强了管件的耐腐蚀性和抗冲击性。 3、由于内衬涂层对应承接宽口的一端位于承接宽口的内边界处,留出了承接宽口内放置密封胶圈的空间,保证了管件连接的密封性。 4、由于法兰盘外侧面也设有聚氯乙烯或聚乙烯内衬涂层且与球墨铸铁管件母体内壁的内衬涂层连续过渡,替代了在法兰管件连接过程中在其侧面放置的密封垫,在保证了密封效果的情况下,简化了安装步骤,节省了安装时间,同时聚氯乙烯或聚乙烯内衬涂层的耐腐蚀性能加强了密封效果,达到了双层保护的目的。

湖北球铸铁管生产商哪家好?随着我国钢铁工业的不断发展,球墨铸铁管不仅广泛用于铸造、建筑、制造业等工业领域,还广泛用于食品饮料、动力电站、装饰装修、医药、航空航天等领域。(仅供参考,可查阅各大球墨铸铁管生产商相关文章)1.湖北奇铸球墨铸铁管(江苏奇铸铸铁管有限公司)公司前身是武汉奇铸铁管有限公司,1994年公司更名为湖北奇铸铸铁管有限公司(又称湖北奇铸铸铁管有限公司),1996年在湖北省武汉市设立中央管理研究院。公司是球墨铸铁管行业的领先者、行业领先者。奇铸公司创立于1980年,是原湖北省超塑钢厂商之一,是国内四十多家生产设备先进、生产工艺***、研发实力雄厚的年产能20万立方米、700万立方米、市场前景广阔的专业集团。公司以建筑业为主,技术力量雄厚,管理水平为***。注册资本6000万元,(可以截至2017年9月30日)。主要从事建筑用系列、汽车零部件、通信机电部件、建筑材料、市政基础设施、油品储运、新能源、排污、锻造制品等。公司除生产建筑用系列球墨铸铁管外,还生产汽车部件,发动机,太阳能供暖系统,电子元器件,通讯器件,医疗器械以及其他许多专用设备的电线管,管件,阀门,试验用管等产品。(十三)益阳铸铁(集团)有限公司公司简介:益阳铸铁有限公司是一家集结先进技术、资金雄厚、研发投入少、生产设备先进的专业化公司,是国内***的铸造企业。公司生产的球墨铸铁管中外销量均居国内同行业前列。三、山东鹏瑞铸铁制品有限公司是一家集成化水平高,技术含量高的高新技术企业,采用国际先进工艺设备和现代化管理手段,工艺先进、管理精良,研发投入少,技术水平高,产品品质过硬,工艺。是国内铸铁制品行业***采用分离生产工艺、全自动生产设备、全流水线作业、动态监测控制以及动态追溯的企业。公司已具备铸造原材料生产、精炼设备、电脑软件、模具制造、铸造五大核心技术。拥有总装机容量达200万平方米的分公司。(十四)玉田泵业(常州)有限公司玉田泵业公司成立于1982年,主要生产铸铁管,工业管道、大型工程等设备,工厂承接了青岛黄海吸泵有限公司和青岛黄海泵阀等铸造配件的设备的制造、销售、服务。产品系列齐全、性能稳定,市场占有率高。公司主要生产分散式出口产品,铸铁管等全系列产品。四、山东鹏瑞管业铸造有限公司成立于1988年,是一家致力于新型铸造管道系统的研发和生。


因此这两种方法在满足高精度、高率的生产需求方面显得力不从心。随着计算机、电子、传感技术的飞速发展,泄漏检测技术的发展将迎来新的发展契机。未来的气密性检测技术将向高精度、效率、智能化的方向进一步发展。青岛球墨铸铁管气密性检测安装要点: ①、清理管口:将承口内的所有杂物擦洗干净。 ②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。 ③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。 ④、下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。 ⑤、安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。 ⑥、顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。球墨铸铁管气密性检测首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端用力左右摇晃管子,直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。 ⑦、管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行用力的方法使管件平行安装,胶圈不致被挤。也可采用加长管件的办法,用单根钢丝进行安装。 ⑧、检查:检查承口插口的位置是否符合要求(用钢板尺伸入承插口间隙中检查胶圈位置是否正确到位)。



