


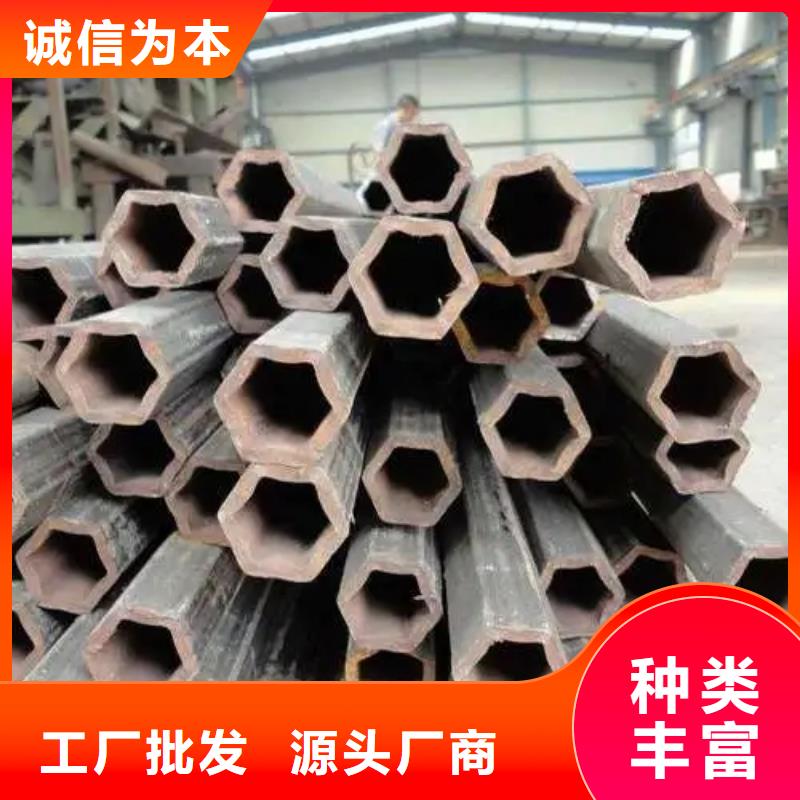
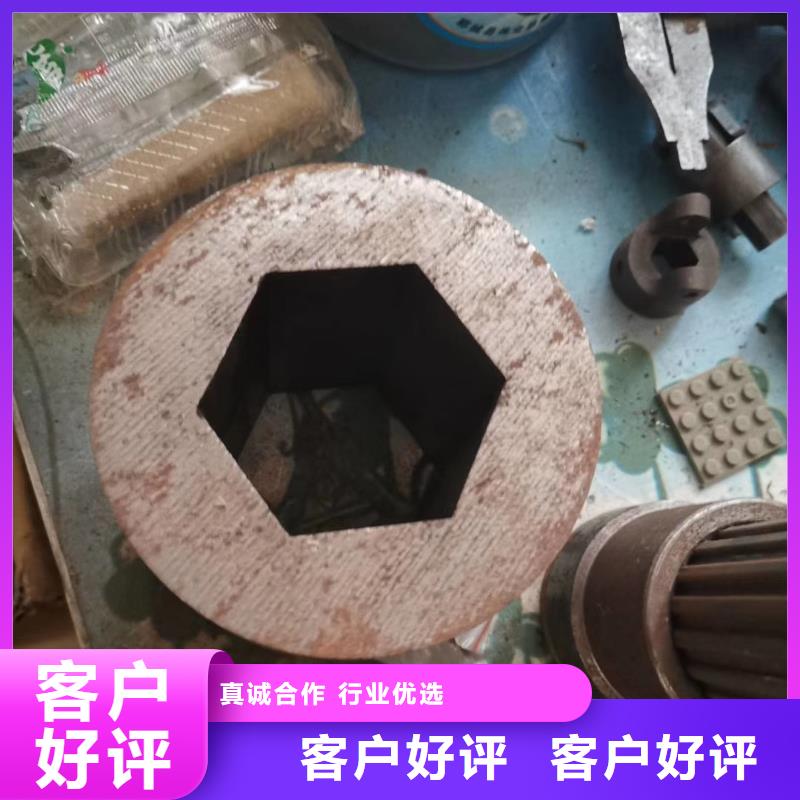


想要一睹异型管无缝方管检验发货产品的真容吗?快来观看我们的视频吧!我们将带您走进一个全新的世界,感受产品的魅力与品质。
以下是:异型管无缝方管检验发货的图文介绍


另一方面大力支持创业平台建设与职工实现自主创业,培育适应普通职工特点的创业载体,把返乡创业试点的范围扩大到多个地区,通过加大专项的建设基金投入等的方式培育出接续的产业,引导广大职工就地就近创业和就业。
辽宁本溪异型管加大对去产能的异型管企业奖补支持力度,对于引导企业主动退出其产能,适当的提高奖补相关标准。主动提出多退政策,超出预期的目标实行阶梯式的奖补等诸多方式。同时制定出解决企业欠缴社保费的经济补偿金类政策与社保接续,降低企业的社保费率。
辽宁本溪异型管厂家拉伸试验主要有以下步骤:
辽宁本溪异型管用刻线机在原始标距范围内刻划圆周线,将标距内分为等长的10格。用游标卡尺在试件原始标距内的两端及中间处两个相互垂直的方向上各测一次直径,取其算术平均值作为该处截面的直径,然后选用三处截面直径的小值来计算试件的原始截面面积;



乐道精密钢管厂家有限公司位于国联金属市场168号,地理位置优越,交通运输十分方便。 公司经过二十几年的努力,形成一家具有产品开发、制造、销售于一体的综合性厂家。公司产品远销全国各地。现公司生产的产品种类有 辽宁本溪D形钢管。 公司技术力量雄厚,检测设施完善,设备齐全。公司在发展过程中坚持科研、设计和生产服务相结合,以科技投入为先导,以先进的设备,过硬的质量为保障,优质快捷的售后服务赢得了广大客户的信赖。公司将继续与社会各界通力合作。并竭诚希望各界朋友能一如既往的支持和关心我同温层司的发展。

辽宁本溪异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
辽宁本溪异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
辽宁本溪异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
辽宁本溪异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
辽宁本溪异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
辽宁本溪异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
辽宁本溪异型管焊嘴与异型管间的距离以15-25mm为宜。


