您的位置>首页 >绵阳本地产品动态 >
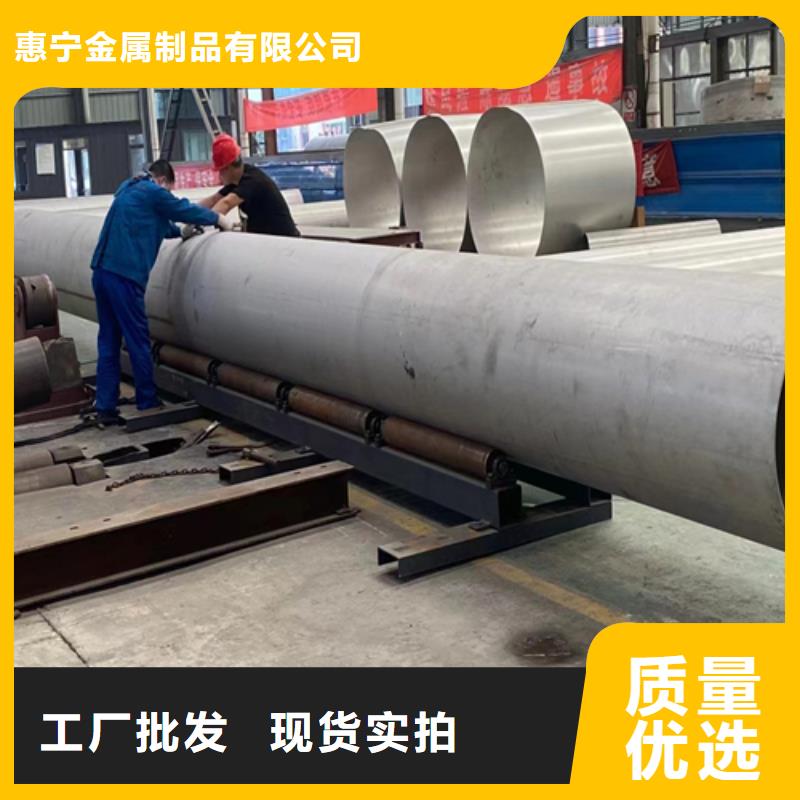
真诚合作【惠宁】310s不锈钢焊管
发布时间: 2024-06-02 12:16:29
以下是:真诚合作【惠宁】310s不锈钢焊管的产品参数
| 产品参数 |
|---|
| 产品价格 | 8.5/kg |
|---|
| 发货期限 | 1-3 |
|---|
| 供货总量 | 8888888 |
|---|
| 运费说明 | 包邮 |
|---|
| 最小起订 | 1支 |
|---|
| 质量等级 | 优级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 惠宁 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 工业等级 |
|---|
| 质保时间 | 1年 |
|---|
| 外形尺寸 | 齐全 |
|---|
| 适用领域 | 化工管道 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 已认证 |
|---|
| 产品功率 | 国标 |
|---|
| 工作温度 | 国标 |
|---|
以下是:真诚合作【惠宁】310s不锈钢焊管的图文视频
导读 真诚合作【惠宁】310s不锈钢焊管,四川省绵阳市惠宁金属制品有限公司为您提供真诚合作【惠宁】310s不锈钢焊管的最新资讯,联系人:李经理,电话:0527-88266222、18151371377,QQ:243000078,发货地:聊城经济开发区发货到绵阳。 四川省,绵阳市 绵阳市,简称“绵”,别称绵州、涪城,四川省辖地级市,省域副中心城市,Ⅱ型大城市,三线城市。位于四川盆地西北部,涪江中上游地带。东邻广元市和南充市,南接遂宁市,西接德阳市,西北与阿坝藏族羌族自治州、甘肃省陇南市接壤。介于北纬30°42′—33°03′、东经103°45′—105°43′之间,总面积2.02万平方千米。截至2022年10月,绵阳市辖3个区、5个县、代管1个县级市及四川省政府科学城办事处。截至2022年末,绵阳市常住人口489.80万人。
准备好领略真诚合作【惠宁】310s不锈钢焊管产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:真诚合作【惠宁】310s不锈钢焊管的图文介绍
绵阳惠宁金属制品有限公司位于经济开发区,优良的地理环境,现代化的产业集群,让企业具备了快速发展的基本动力。配套设施齐全。我司一路坚持用科技和信念打造过硬的产品和质量,在消费者心目中形成良好的口碑效应。成绩属于过去,奋斗属于未来。绵阳惠宁金属制品有限公司秉承:德、孝、诚、爱和利他精神的企业理念,“创品质,树精品企业”的宗旨,“诚信、创新、发展”的经营理念,“用心服务、尽善尽美”的服务理念。



不锈钢焊管 2205不锈钢焊管生意社09月12日讯 ?一、气孔 焊缝金属产生的气孔可分为:内部气孔,表面气孔,接头气孔。(1)内部气孔:有两种形状。一种是球状气孔多半是产生在焊缝的中部。产生的原因: a)焊接电流过大; b)电弧过长; c)运棒速度太快; d)熔接部位不洁净; e)焊条受潮等。 上述造成气孔原因如进行适当调整和注意焊接工艺及操作方法,就可以得到解决。 (2)表面气孔:产生表面气孔的原因和解决方法: a)母材含C、S、Si量高容易出现气孔。其解决办法或是更换母材,或是采用低氢渣系的焊条。 b)焊接部位不洁净也容易产生气孔。因此焊接部位要求在焊接前清除油污,铁锈等脏物。使用低氢焊条焊接时要求更为严格。 c)焊接电流过大。使焊条后半部药皮变红,也容易产生气孔。因此要求采取适宜的焊接规范。焊接电流限度以焊条尾部不红为宜。 d)低氢焊条容易吸潮,因此在使用前均需在350℃的温度下烘烤1小时左右。否则也容易出现气孔。 (3)焊波接头气孔:使用低氢焊条往往容易在焊缝接头处出现表面和内部气孔,其解决办法:焊波接头时,应在焊缝的前进方向距弧坑9~10mm处开始引弧,电弧燃烧后,先作反向运棒返向弧坑位置,作充分熔化再前进,或是在焊缝处引弧就可以避免这种类型的气孔产生。 二、裂缝 (1)刚性裂缝:往


总结 真诚合作【惠宁】310s不锈钢焊管,四川省绵阳市惠宁金属制品有限公司专业从事真诚合作【惠宁】310s不锈钢焊管,联系人:李经理,电话:0527-88266222、18151371377,QQ:243000078,发货地:经济开发区,以下是真诚合作【惠宁】310s不锈钢焊管的详细页面。