



不要满足于简单的文字描述,点击我们的绗磨管产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:绗磨管的图文介绍

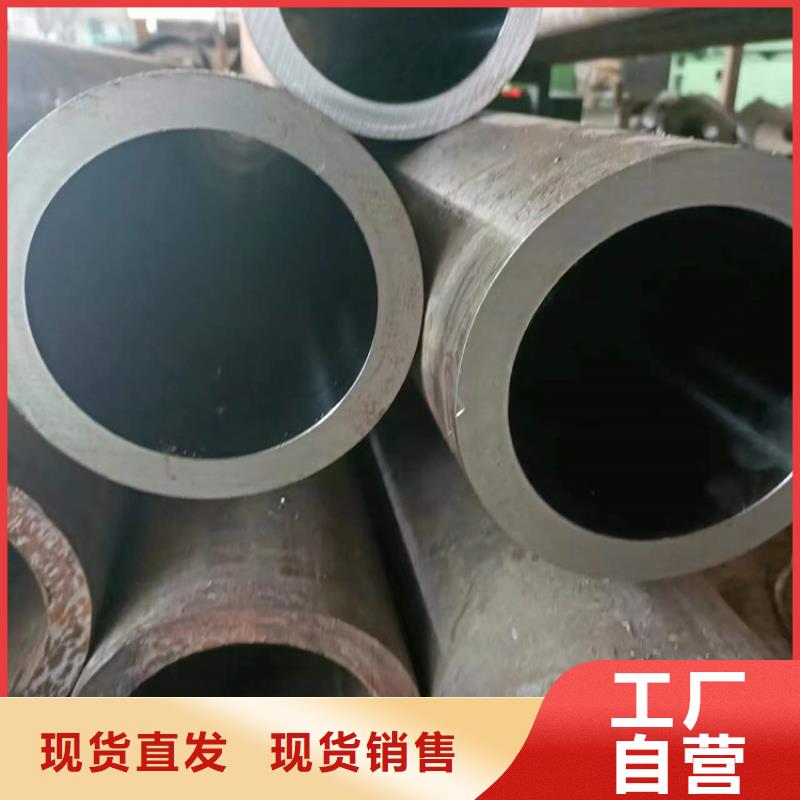
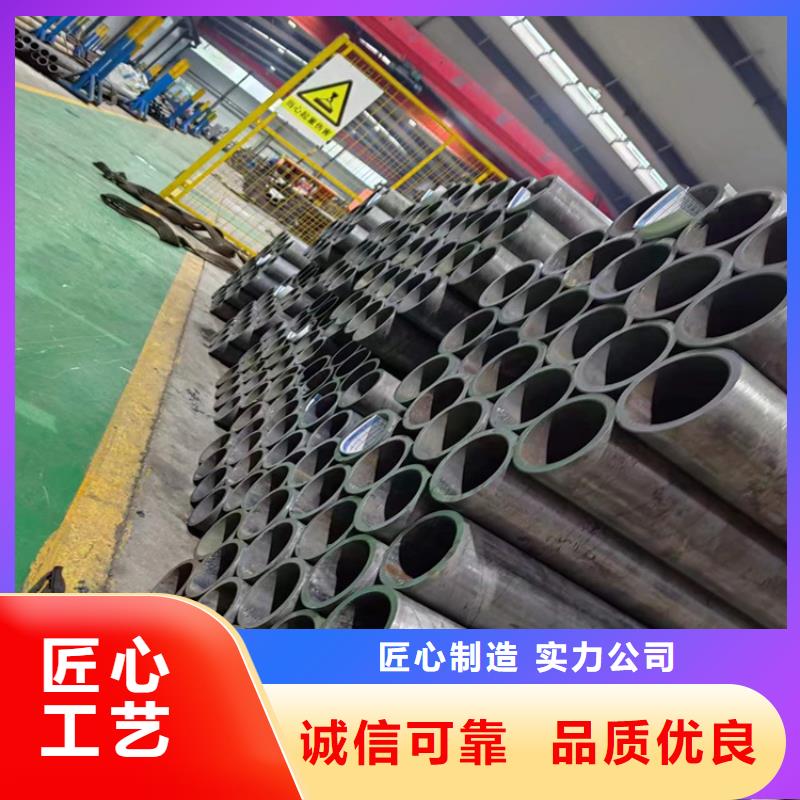
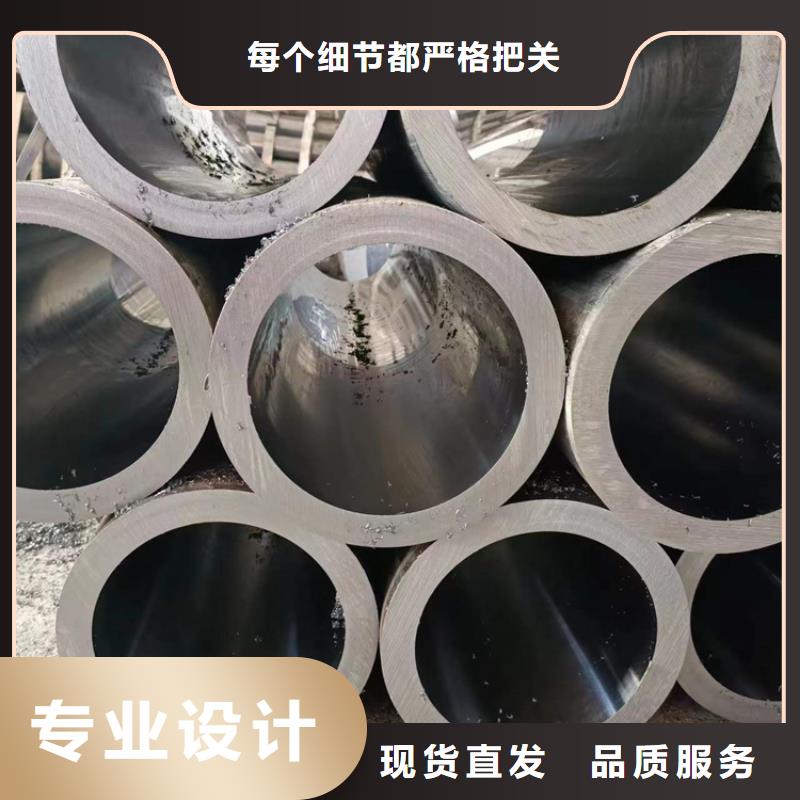
华尔网珩磨管油缸管绗磨管相关参数:
可生产规格内径≥20mm,单支长度12米以内,直线度0.2~0.5mm/m,内径公差≤0.1mm,内孔粗糙度0.2~1.6μm。
珩磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。
珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。
近年来应用塑料(金刚砂)混合压制成的珩磨工,根据不同用途可压制各种形状,使珩磨不仅能用于加工内孔,并能加工外圆、平面、球面及各种特形表面,如外圆表面化的珩磨工具为柱形珩轮,齿轮的珩磨工具为磨料齿轮。
滚压管


华尔网珩磨管油缸管绗磨管浅析珩磨管进行热处理的关键的环节。 珩磨管的热处理加工是一个很重要的工序,经过热处理加工后,可以让其获得较好的性能。那么如何对珩磨管进行热处理加工?
1、其热处理加工工艺过程:锻压退火、粗加工、调质、半精加工、消应力、粗磨、高频淬火、回火、精加工。
以下针对几个比较关键的环节做一下着重介绍:
1、调质:调质的目的就是使其可以具有良好的综合机械性能,因些为了让其可以获得较高的韧性、相应的强度以及优良的力学性能,我们一般都需要对2Cr13材质进行调质处理。
2、消应力处理:所谓的消应力处理,珩磨管出售,其实就是指除应力。在一般情况下,退火铸、锻、焊件在冷却时由于各部位冷却速度不同而产生内应力,所以要进行处理消应力。
液压钢管基本上分为液压系统上用的流体管和油钢筒管,也称为珩磨管,而冷拔或冷轧精密无缝钢管也包含液压钢管。滚压管



华尔网珩磨管油缸管绗磨管油缸管结构及技术要求介绍油缸管结构及技术要求介绍滚压管
1、 结构分析:
1、 φ50mm×770mm本身的圆度公差为0.005mm。
2、左端M39×2-6g螺纹精密油缸钢管φ50mm中心线同轴度公差为φ0.05mm。
3.1:20锥轴与精密油缸钢管φ50mm中心线的同轴度公差为φ0.02mm。
4.1:20锥面本身的圆跳动公差为0.005mm。5.1:20锥面着色检查,接触面积不小于80%。
5、 φ50mm×770mm表面氮化,氮化层深度0.2~0.3mm,表面硬度62~65hrc。

安达液压机械有限公司是 四川凉山不锈钢油缸管产品生产厂家,拥有完整、科学的质量管理体系。在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。安达液压机械有限公司的 四川凉山不锈钢油缸管产品品种全、价格合理,重信用、守合同、保证质量,赢得了广大客户的信任。欢迎各界朋友莅临参观、指导和业务洽谈。


