



为了展现【铝镁合金管型母线6063G120/110】产品的优势,我们呈现了制作的产品视频。几分钟的沉浸,将让您对这款产品有更深入的了解。
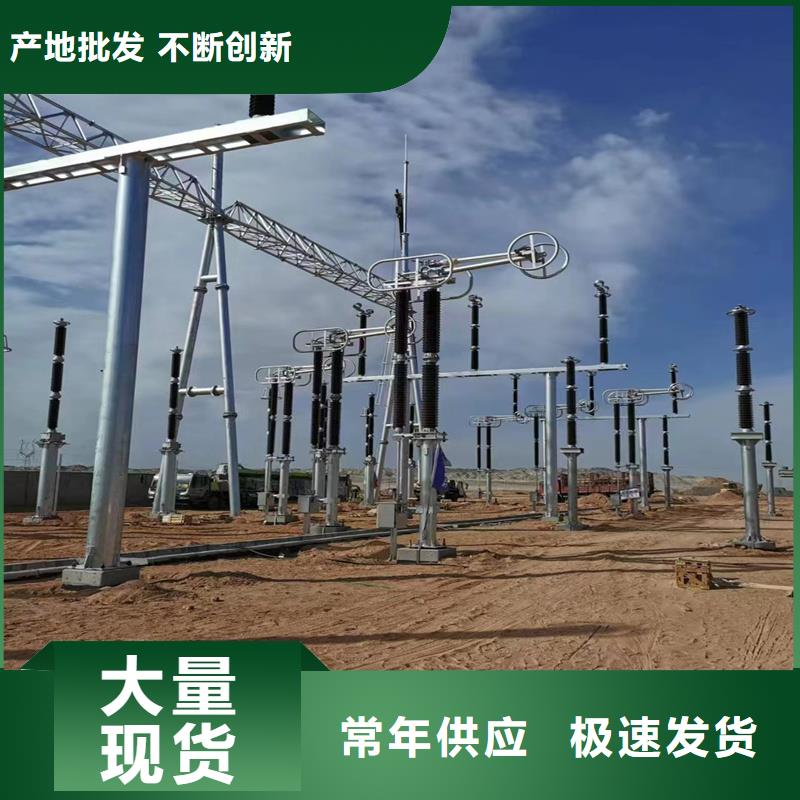
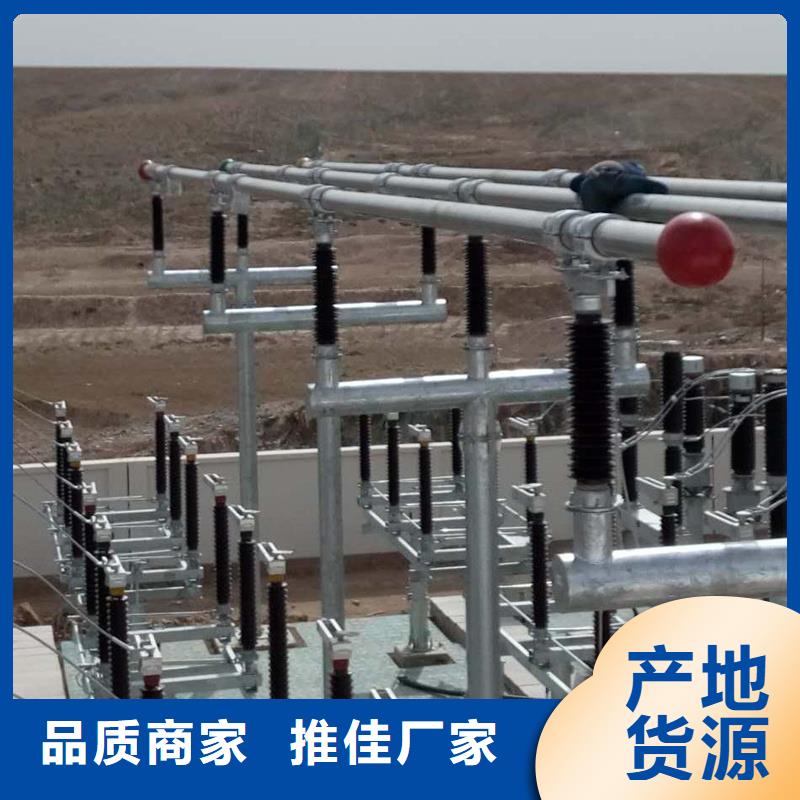
以下是:【铝镁合金管型母线6063G120/110】的图文介绍

对于不同类型的工业铝镁合金管母线 管母线,采用不同的加工方法,常见的加工方法有氧化加工、广东珠海同城挤压成型、广东珠海同城铸造成型、广东珠海同城熔化杂质和成分来提高产品硬度,这些方法有自己的优点和特点,以下锦铝金属将详细介绍。工业铝镁合金管母线 管母线有几种加工方法。不同的工业铝镁合金管母线 管母线加工方法对后期制造的工业铝镁合金管母线 管母线产品有不同的影响,因为不同的加工方法会导致工业铝镁合金管母线 管母线承受不同的压力。介绍工业铝镁合金管母线 管母线加工常用方法1.氧化。工业铝镁合金管母线 管母线表面银白氧化,优雅美观,耐腐蚀。2.挤压成型。每种规格的铝镁合金管母线 管母线都有响应的生产模具,将铝放入模具中,挤压形成客户需要的铝镁合金管母线 管母线。3.铸造成型。类似于电视上看到的早期打铁工艺。4.熔化杂质。铝的纯度与性能成正比。纯度越高,性能越好。因此,铝镁合金管母线 管母线的性能是通过熔提高铝镁合金管母线 管母线的性能。5.成分增加产品硬度。工业铝镁合金管母线 管母线是一种铝合金型材,包括铝镁硅合金、广东珠海同城铝锌合金等,可以提高铝镁合金管母线 管母线的硬度和承载力。
处。


如何防止铝合金管母线在焊接的时候变形- 来源: 中国金属资讯网 发布人: newsh 大中小摘要: 熔化状态的铝合金在凝固结晶过程中,其体积大约减少6%,在此过程中所产生的收缩应力可能会导致焊接接头的变形。熔化状态的铝合金在凝固结晶过程中,其体积大约减少6%,在此过程中所产生的收缩应力可能会导致焊接接头的变形。焊接变形造成焊接结构尺寸形状超差,焊接结构组装配合困难,焊接变形过大或矫正无效,有可能使产品报废,造成经济损失。铝及铝合金焊接产品当中目前都以薄板构件居多,在焊接过程中更易发生变形,因而有效地控制其变形就显得尤为重要。控制变形与正确的结构设计,接头的准备和装配,焊接方法的选择和正确的焊接次序有关。为了使变形减至小,零件设计时,应该将焊缝减至少并且合理布置焊缝位置,如果是在刚性的区域局部焊接,如在边棱或拐角处焊接,将会使变形很小,焊缝应该远离强烈的冷作硬化区。合理选择焊接工艺,可以使变形减至小,如选用热输入集中的焊接方法,单边焊时采用反变形法,双面焊时使焊缝的每一边都熔敷上等量的金属。正确的焊接顺序是控制和减少变形的主要方法。它使焊接变形消失于焊接过程中,或使不同时期、广东珠海不同位置产生的焊接变形相反、广东珠海相消,从而达到控制焊接变形的目的。设计焊接顺序时可以考虑以下几点:(1)一般应从中心向外进行焊接;(2)具有 收缩的焊缝先焊;(3)如有可能,为了平衡收缩,对于一个结构的两边焊接应该同时进行;(4)焊缝应分布在结构的两边,焊接时,焊道要两边交替焊接,以平衡应力。若条件允许,应尽量采用分段逆焊技术;(5)对于一个焊道,一旦开始焊接后,就不要间断,一直焊完。采用工装夹具对焊件进行刚性固定之后再实施焊接,这也是防止变形的有效措施,且不分考虑焊接顺序。但是对于一些大的、广东珠海形状复杂的焊件来说,夹具的制造比较麻烦,而且撤除固定之后,焊件还有少许变形。因此,这种方法更适用于一些小的,形状规则的焊件焊接。如果焊件尺寸大、广东珠海形状复杂,又是成批生产,则可以设计一个能够转动的专用焊接模具,既可以防止变形,又能提高生产率。在实际焊接生产中,控制变形的方法还有很多,而且在运用时,常常多是联釆用,而不是单独采用。因此要具体问题具体分析。



