

文字再美,也抵不过视频中的镀锌钢管-发货迅速产品真实呈现,赶快点击观看吧!
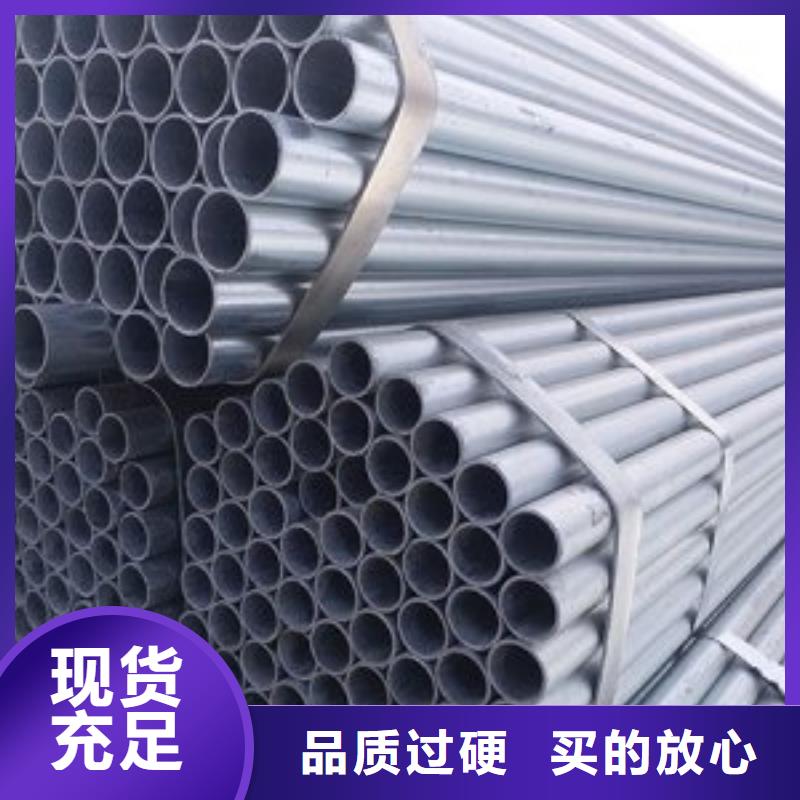
以下是:镀锌钢管-发货迅速的图文介绍
辽宁高压化肥管产品质量: 我公司 辽宁高压化肥管产品都严格遵守“出厂产品合格,不合格产品不出厂”的原则,高质量的产品是企业发展的根本,在严把质量关的同时,还可根据客户要求定制。只有不断的提高 辽宁高压化肥管产品的质量,才能满足客户的要求,企业也得以发展。
良好的信誉: 讲信誉是商业道德的基本规范之一,“信誉”作为中国企业走向世界的准入证,是市场经济的血管和命脉。一直以来,“信誉”代表了我公司的市场名誉,得到了广大客户的认可。
满意的售后服务: 满意的售后服务是提高企业形象的重要指标,只有售后服务紧跟到位,才能不断把鑫邦源特钢有限公司的形象推向新的台阶,才能受到更多客户的信赖与支持。


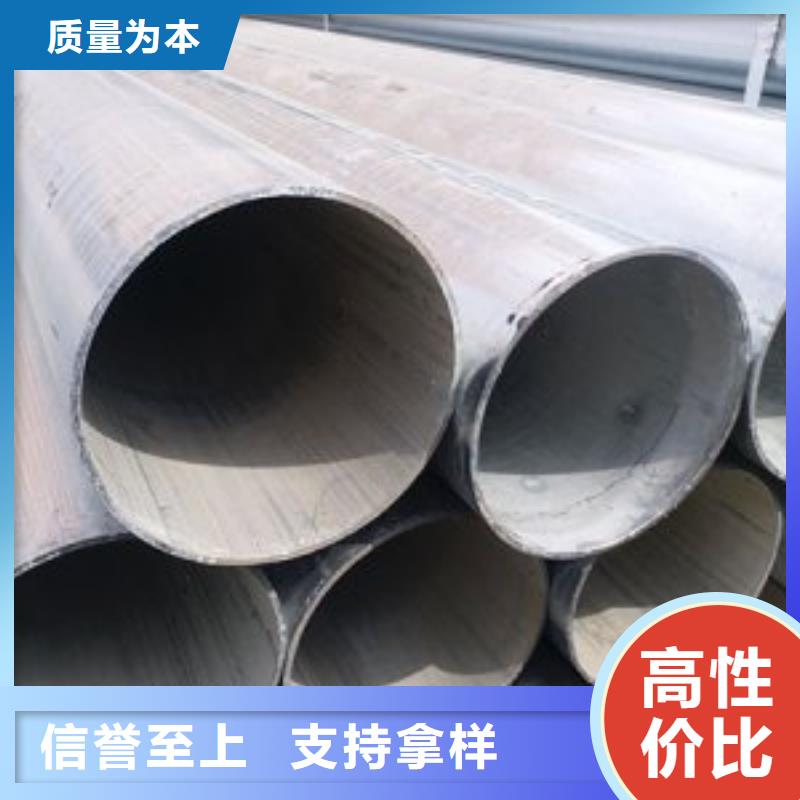
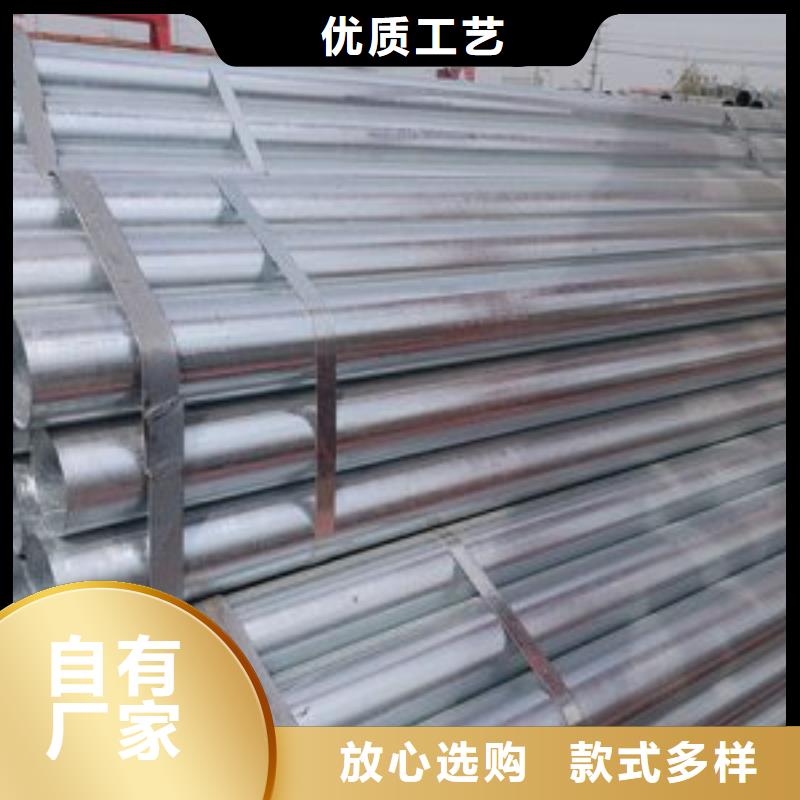
镀锌钢管热镀和冷镀的区别,热镀锌:这是一种昂贵的方法,但它的帮助是耐用的,尽管还不够,所以需要额外的机械加工。热镀锌是用镀锌锌上镀锌的过程。不是所有的钢码都可以被这样处理:如果碳含量超过了0.24%,这种镀锌法是不合适的。 热扩散涂层:在水管表面的密封容器中,有一对锌的蒸汽。在这种情况下,在热离心机过程中形成的保护层是非常强大和平稳的,无论管道配置的复杂性,它几乎是不存在的。在焊接时有一种稀有的东西。镀锌管的服役期为15年,这是值得的,因为表面上没有锌光泽。 冷镀锌:这种方法适用于已经运行的沟通,并代表人工染料,含有锌、手工或气体。这是一个拥抱。这种涂层有时并不是热镀镀,但不需要拆卸,尽管机械的可持续性是不可思议的。以下是:在 种情况下,不超过5到6年,在第二种情况下,使用时间增加到7到8年。



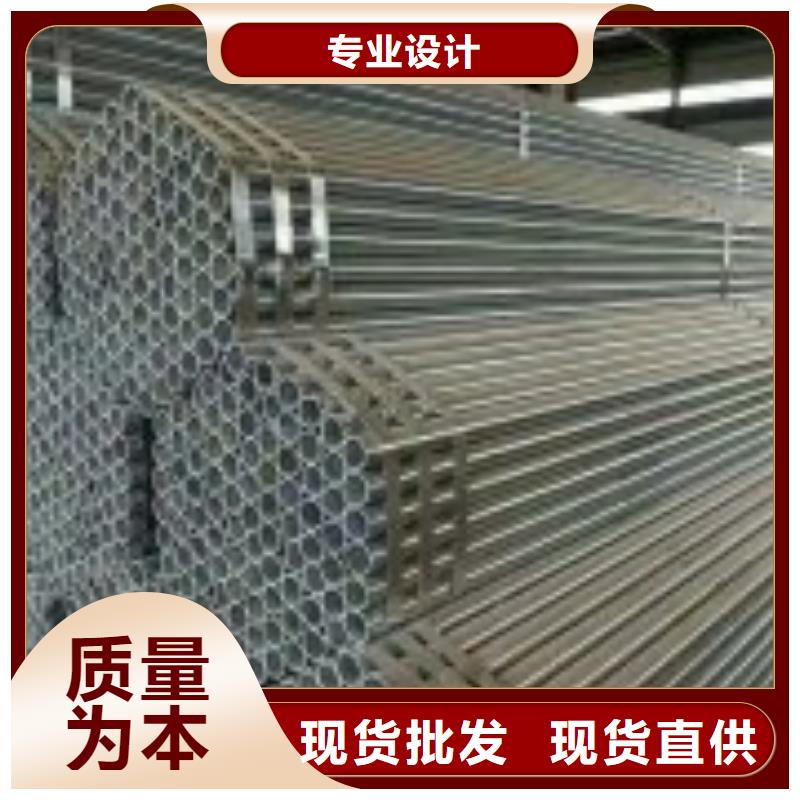
镀锌钢管热处理的十个要点: 一、镀锌管及夹具在热处理前均应油污、残盐、油漆等外来物; 二、首次在真空炉中使用的夹具,应预先在不低于工件所要求的真空度下进行除气净化处理; 三、在热处理过程中易变形的工件,应在专用夹具上进行加热。预热的方法有:一次预热为800℃,二次预热为500-550℃和850℃,一次预热升温度速度应有限制; 四、对于形状复杂或截面有急剧变化以及有效厚度较大的工件,应该进行预热; 五、有凹槽不通孔的工件、铸件和焊接件以及加工成形的不锈钢工件,一般不宜在盐浴炉中进行加热; 六、根据工件有效厚度和条件厚度(实际厚度乘以工件形状系数),镀锌管加热应有足够的保温时间; 七、马氏体不锈钢和耐热钢镀锌管淬火冷至室温后方可进行清洗、深冷处理或回火,焊接和其后的热处理之间的时间间隔不应超过4个小时; 八、根据镀锌管的要求和表面状况采用碱洗、水溶性清洗剂、氯溶剂喷砂、喷丸等方法进行清理; 九、矫正后应在低于原回火温度下进行去应力退火,形状复杂或尺寸要求严格工件,矫正后在回火时用定形夹具结合回火进行矫正; 十、当镀锌管力学性能不合格时,可进行重复的热处理,但重复淬火或固溶次数一般不超过两次。镀锌管的补充回火不算作重复处理。淬火状态或低温回火后的马氏体不锈钢和耐热钢工件,在重复淬火前应进行预热,退火或高温回火。



