

为了展现不锈钢护栏优选品质厂家产品的优势,我们呈现了制作的产品视频。几分钟的沉浸,将让您对这款产品有更深入的了解。
以下是:不锈钢护栏优选品质厂家的图文介绍

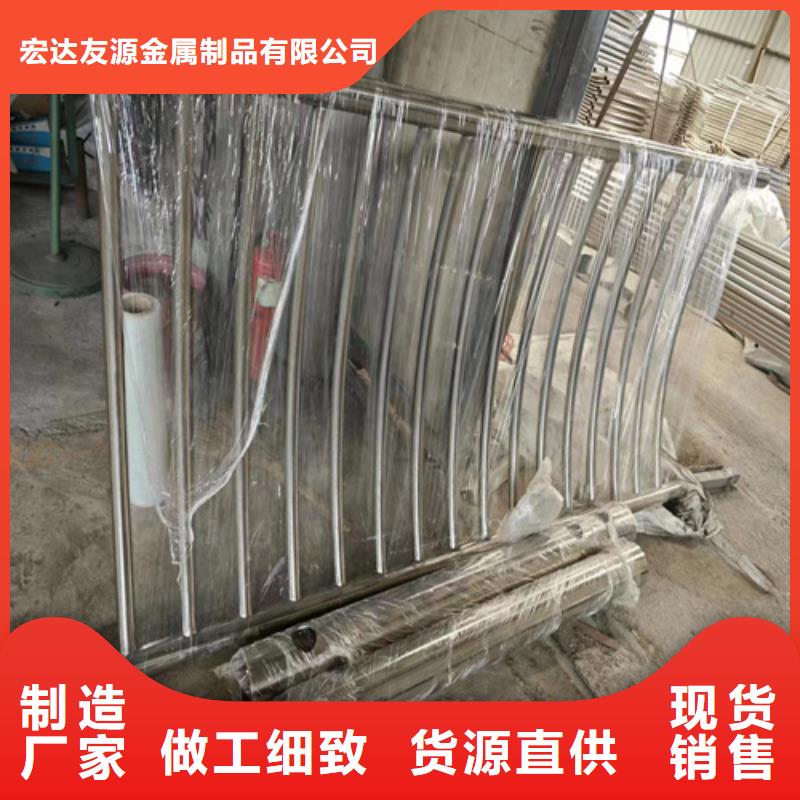
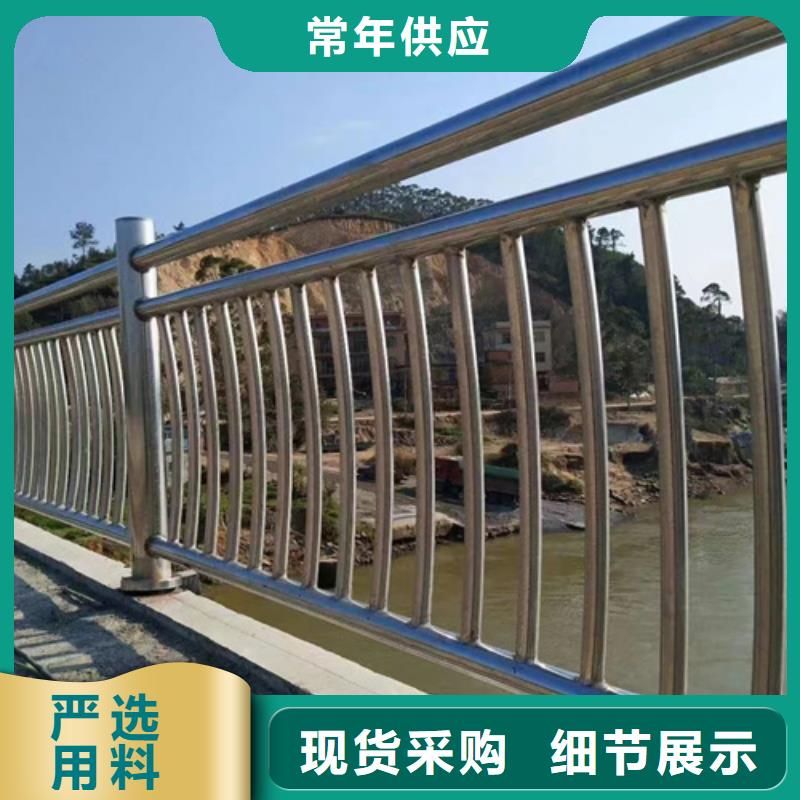
不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。


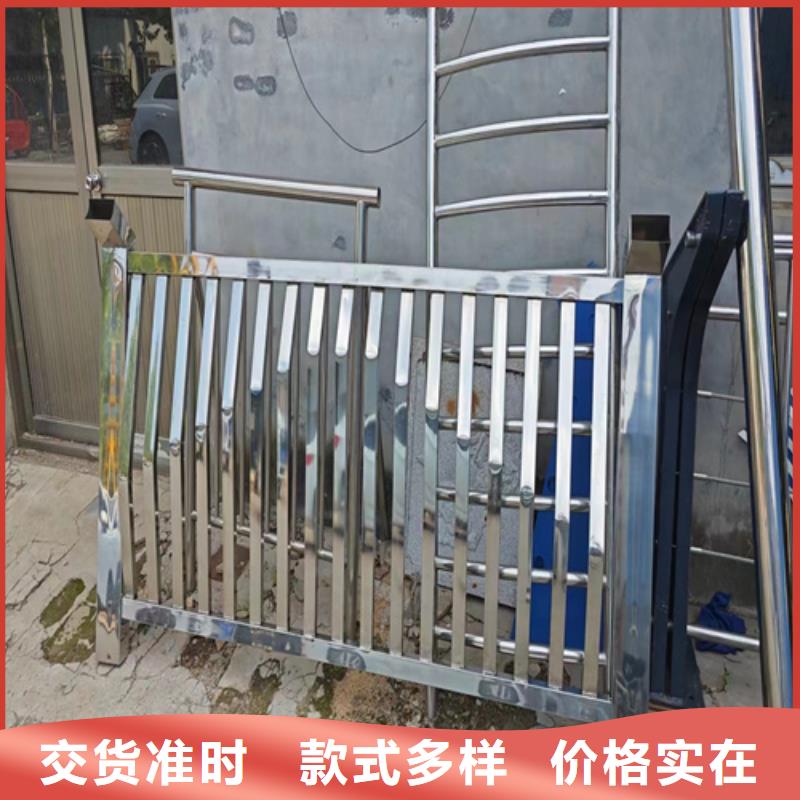
不锈钢复合管护栏的制作工序华尔网不锈钢复合管护栏的底层与复层接壤处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学性能、接头方式及填充金属品种,常发作高温结晶裂纹、推延裂纹和脆化问题。焊接的方法有:焊条电弧焊、埋弧焊、CO2气体维护焊等如今常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能,底层与复层有必要分别停止焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢类似,而底层与复层接壤处的异种金属焊接是关键。华尔网不锈钢复合管护栏的切开,普通总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复层有必要向下底层向上,不能损伤复层表面和分离处;在底层和复层都较厚的状况下,可选用等离子切开(从复层侧开端切开)和氧-乙炔火焰切开(从基体侧开端,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。华尔网不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床停止急剧弯曲,要逐段迟缓加工成形;假如需求热加工成形的话,首先要清洗工件表面油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基体能够空冷,对低合金钢基体要停止保温缓冷。加热温度在700~850℃



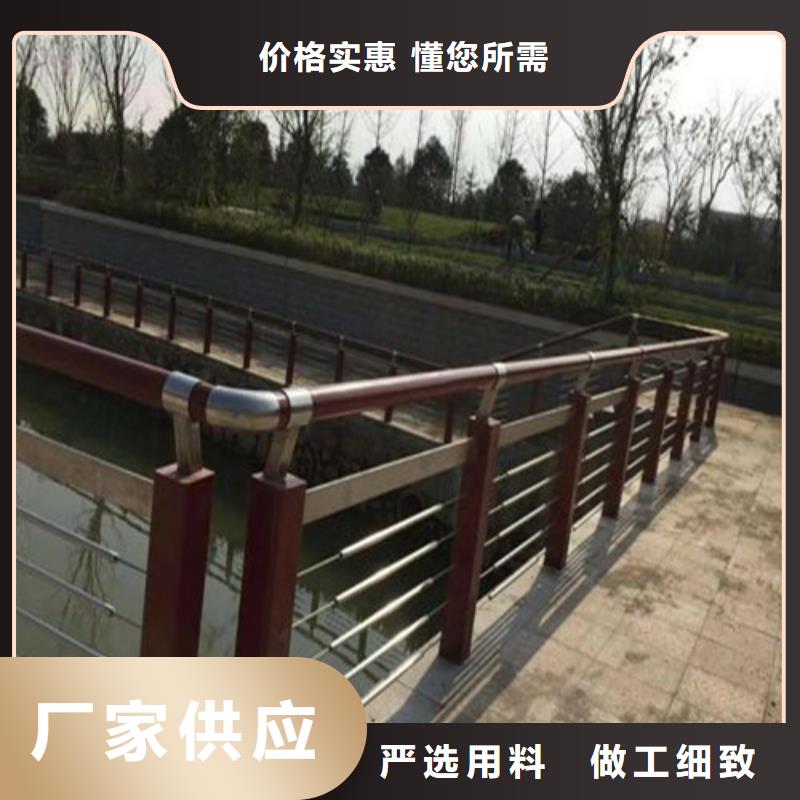
宏达友源金属制品有限公司先后引进了美国、德国、日本、澳大利亚等的先进技术和工艺,建立了先进的 辽宁鞍山不锈钢景观护栏杆、灯光护栏、不锈钢护栏、不锈钢复合管护栏生产线和现代化检测厂地,并成立了 辽宁鞍山不锈钢景观护栏杆、灯光护栏、不锈钢护栏、不锈钢复合管护栏研究团队。 公司以科学的管理方法,精益求精的制造工艺,勇于创新的制造理念迅速壮大成为中国 辽宁鞍山不锈钢景观护栏杆、灯光护栏、不锈钢护栏、不锈钢复合管护栏生产和出口厂地。



