





准备好领略厂家直销不锈钢碳素钢复合管、可定制产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
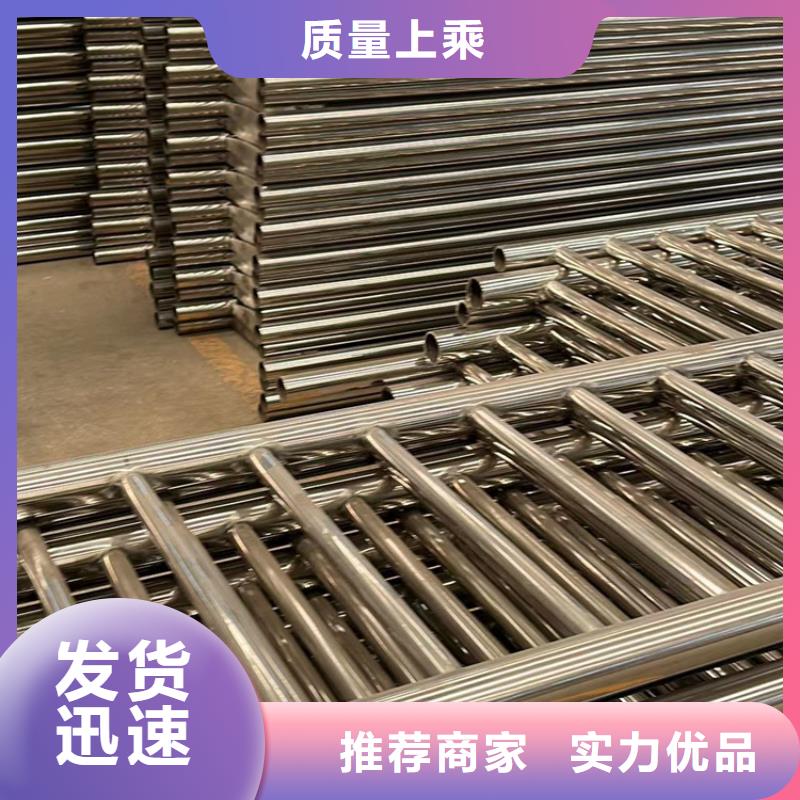
以下是:厂家直销不锈钢碳素钢复合管、可定制的图文介绍
聚晟护栏制造有限公司地处开发区工业园,公司秉承信誉di yi,保质保量的生产原则;坚持科学管理,为顾客提供优质,主营产品: 贵州安顺镀锌喷塑防撞栏。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电垂询。


不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。



公司占地面积8万多平方米,员工近百人,专业从事生产、销售各种不锈钢复合管、桥梁护栏,防撞护栏,道路护栏,灯光护栏,仿木护栏、木纹护栏、护栏立柱(钢板立柱)、不锈钢碳素钢复合圆管、方管、矩形管、椭圆管系列等新型金属材料。另设金属护栏工程制作安装公司,集生产、销售、设计、制作、安装为一体,并具有一整套完善的运营模式。公司拥有完整的不锈钢及不锈钢复合管生产线24条,以及各类金属加工设备多套(数控等离子切割机、激光切割机,机器人焊接机、冲床、冼床等),公司还拥有独立的镀锌和喷塑车间,良好地处理好钢板表面效果。不锈钢复合圆管、方管、矩形管、椭圆管系列产品兼具不锈钢抗腐蚀耐磨和卓越美丽的外表、以及碳素钢良好的抗弯强度及抗冲击性和价格低廉等优点广泛应用于:景观护栏、桥梁护栏、防撞护栏、城市护栏、道路护栏、人行扶手、体育器材、车辆构建、纺织机械设备等都是采用不锈钢复合管制作成。


人行道或带外侧的不锈钢桥梁护栏高度不该小于1.10m。栏杆构件间的 净距离不得大于140mm,切不宜采用横线条栏杆。栏杆结构设计有必要可靠,栏杆底座应设置锚筋,其强度应满意 规范要求。 桥梁不锈钢护栏强度应满意:车辆以80KM/H的速度,与栏杆成15°角发作磕碰,不落河。 桥梁不锈钢护栏造型、色彩与周围环境和谐,对重要桥梁宜作景观设计。 当桥梁跨过快速路、城市轨道交通、高速公路、铁路干线等重要交通通道时,桥面人行道栏杆上应加设护网,护网高度不该小于2m,护网长度宜为下穿路途的宽度并各向路外延伸10m。 作用在桥上人行道栏杆扶手上竖向荷载应为1.2KM/m;水平向外荷载应为2.5KM/m。两者应分别计算。 以上是常见的桥梁不锈钢护栏在设计上要注意的各种的问题和相关的步骤



