

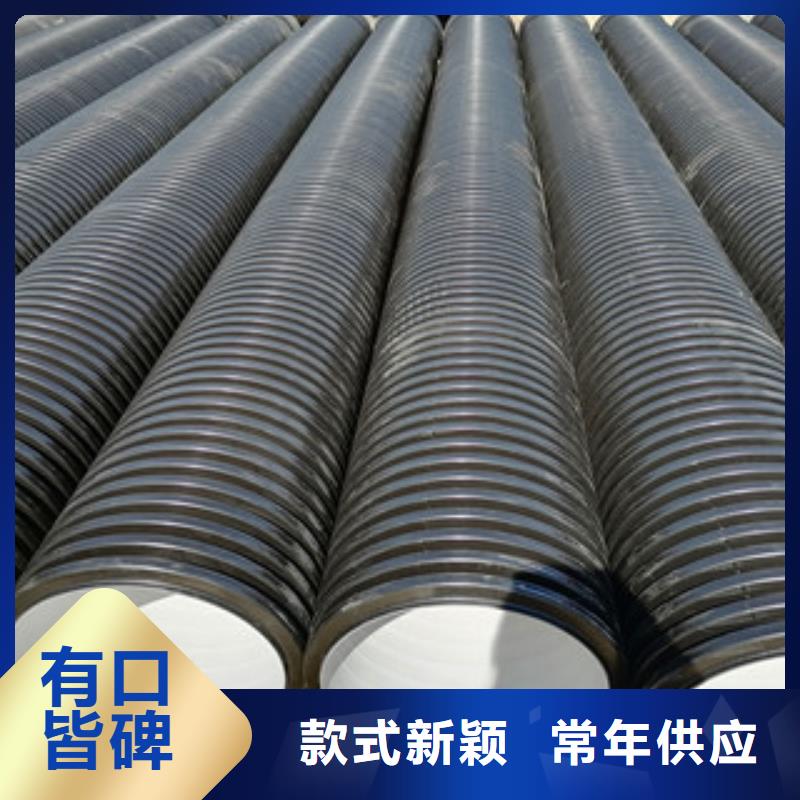


HDPE管是近两三年才出现于市场,是采用的生产工艺和,通过热挤塑而成型,具有耐腐蚀、内壁光滑、流动阻力小、强度高、韧性好、重量轻等特点。HDPE管道是继PVC-U给水管道之后,成为了上消费量第二大的塑料管道品种。
目前,输送燃气应采用PE80和PE100等级的中或高密度聚管;给水管通常采用PE80和PE100等级的中或高密度聚管,PE63已经逐渐趋于淘汰。在输水方面,增长快的则是PE100管道系统,今后五年的增长率有望达到10%以上。
在欧洲,HDPE管道得到了更为迅猛的发展和应用,HDPE管道逐渐取代了PVC-U管道的地位,成为主要消费管道。同时,HDPE管在欧洲以外地区也逐渐得以使用。二、HDPE管规格及连接方式HDPE管道的口径从DN16到DN315,共分18个级别。
因此,PE管的连接方式与U-PVC管不同,通常采用电热熔连接及热熔对接两种方式,按照管径大小情况具体可分为:DN≤63时,采用注塑热熔承插连接;DN≥75时,采用热熔对接连接或电熔承插连接;与不同材质连接时采用法兰或丝扣连接。
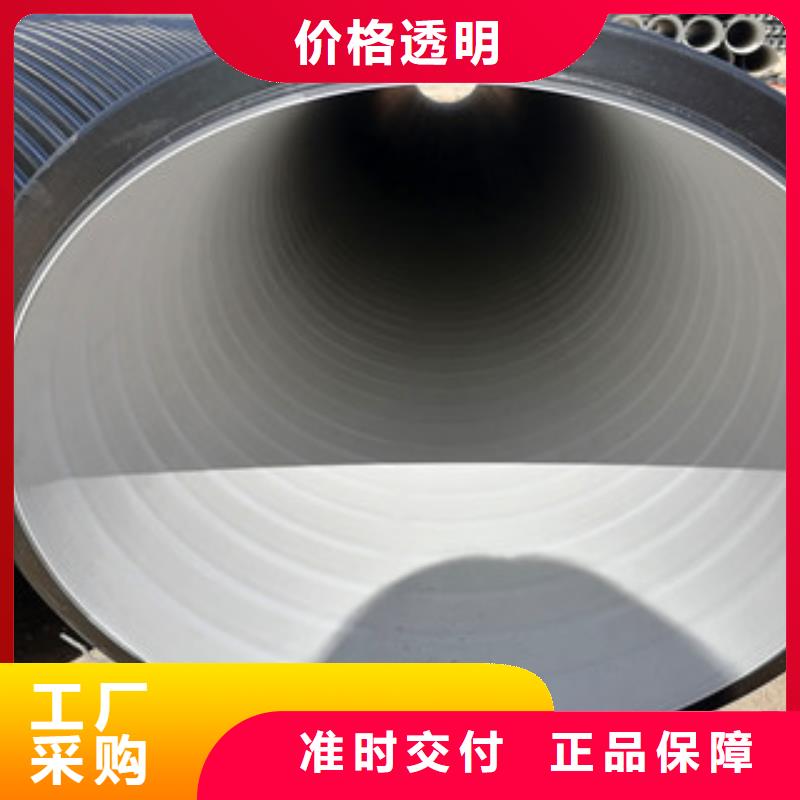
压力等级在0.25Mpa~1.0Mpa之间,共4个等级。HDPE管在温度190℃n240℃之间将被熔化,利用这一特性,将管材(或管件)两熔化的部份充分,并保持适当压力,冷却后两者便可牢固地融为一体。在管道修法上,有胀管施工法和内衬HDPE法。



HDPE给水管是以聚为原材料经塑料挤出机一次挤出成型,、灌溉引水工程及农业喷灌工程,适用于耐酸碱、耐腐蚀环境的塑料管材。PE给水管在衔接固定时的方式怎么做是:1、PE给水管焊接时,将两管轴线对中,先将两管端部点焊固定。
PE给水管与法兰盘焊接,应先将给水管法兰盘内,点焊后用角尺找正,找平后再焊接。法兰盘应两面焊接,其内侧焊接不得突出法兰盘封闭面。2、PE给水管壁厚在5mm以上时,应切割坡口,保证充分焊透。坡口成形可采用气焊切割或坡口机加工,但应清除渣屑和氧化铁,并用锉刀打磨,直至金属光钢管切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心度。
法兰要垂直于管子中心线,表面要互相平行,法兰衬垫不得凸入管内,连接法兰的螺栓规格应与法兰配套,螺杆凸出螺母长度不得大于螺杆直径的1/2。3、焊接给水管时,管子接口要清除浮锈、污垢及油脂。法兰衬垫要按照图纸和规范要求选用,冷水系统采用橡胶垫,热水系统采用石棉橡胶垫。
因此,由于PE管道采用热熔、电热熔连接,实现了接口与管材的一体化,并可有效抵抗压力产生的环向应力及轴向的抗冲应力,而且PE管材不添加重金属盐剂,材质,不结垢、不滋生,其PE给水管在衔接固定时的方式是需要注意的。
