




我们的现场实拍视频将带您走进6908-2RS轴承产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
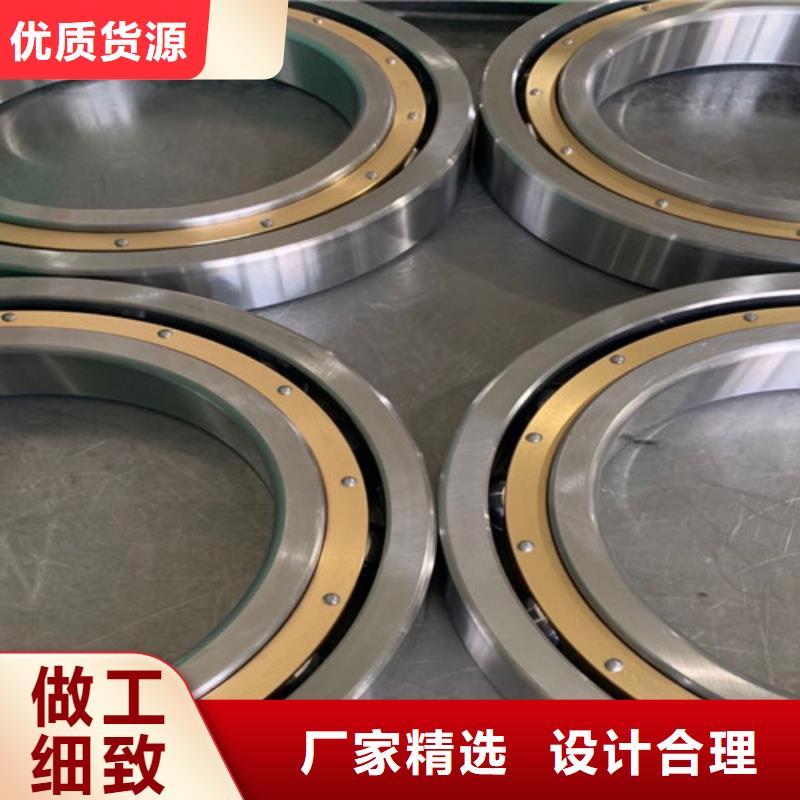
以下是:6908-2RS轴承的图文介绍


造成FAG轴承过早失效的原因是多方面的,但是主要的是使用和维护不当,润滑不良、污染超载、装配、运输、拆卸过程中发生冲击和撞击。污染常是人为造成的,是因拆卸工具没有清洗干净等因素。
点蚀:是典型的FAG轴承失效形式,其主要原因是深沟球轴承在搬运中平凡的撞击和不正确的装配,会使滚道产生压痕。当滚道产生压痕以后,转动着的滚动体,每经过一个压痕就产生一次冲击,对压痕有滚压作用,压痕处便产生片状的剥落,同时造成震动加大,噪声增大。另外,当轴承上有外载荷并且不转动时,因外部的震动会造成FAG轴承内外圈滚道上产生压痕,时间一长会导致滚道生产剥落,剥落的碎片更对轴承有害。为防止这些事故的发生,在日常的工作当中,可以采用有效的方法,振源或震动,保持良好的润滑,也可以给深沟球轴承施加轻微的初载使滚动体与滚动接触良好,提高抗震的能力,还有在安装时与孔的不同轴度,也会造成轴承的失效。
在实际工作当中因润滑不良或过度的超载工作,过度的摩擦和生产的高热会软化轴承钢,同时引起深沟球轴承体积膨胀,相互挤压压力增大,当达到一定的程度时,FAG轴承会抱死在轴上,当轴承过热时滚动体与保持架支架的间隙变小,产生的应力何足在保持架上,随着时间的延长,保持架也会断裂,从而加速了轴承的失效速度。配合间隙的影响,轴与轴孔之间间隙过大,两者之间产生相对的运动,一是配合的轴段过渡的磨损间隙越来越大,后导致轴承报废;二是轴承产生划痕,影响运动的精度,这些原因造成深沟球轴承过早失效,都是对我们的实际工作不利,因此,研究怎么样避免轴承过早失效,延长使用寿命是很有实用价值的。华尔网深沟球轴承



努力成为客户依赖的企业-诚浦轴承科技有限公司,公司主营: 湖南株洲深沟球轴承价格、深沟球轴承、进口轴承、深沟球轴承厂家


关于华尔网深沟球轴承的几种常见密封方式介绍,以便帮助大家正确认识并更好的使用深沟球轴承。使用过深沟球轴承的用户应该都知道,深沟球轴承的密封通常分为自带密封和外部密封两种。
独立密封主要是接触密封设计。由于密封件直接与轴接触,因此在操作过程中会被摩擦并磨损,因此它仅适用于低速应用。接触式密封件主要有毡圈密封和唇形密封。毡圈密封是深沟球轴承盖上的梯形槽,毡根据标准制成环或带,并放置在梯形槽中,与轴紧密接触。毡圈密封主要用于脂润滑。结构简单,但摩擦系数大。仅适用于滑动速度小于4-5m / s且工作温度不高于90°C的场合。唇形密封是由深槽滚珠轴承盖内的耐油橡胶制成的唇形密封,通过弯曲橡胶的弹力和附加环形螺旋弹簧的紧固作用紧密地套在轴上。为了密封。唇形密封件在密封方向上密封密封唇。也就是说,如果它主要用于密封油,则密封唇应该处理深沟球轴承(向内)。如果主要目的是防止异物进入,则密封唇应远离深沟球轴承。如果需要这两个要求, 使用两个唇形密封件,它们位于密封唇的相反方向。唇形密封件可用于接触表面的滑动速度小于10米/秒或小于15米/秒的应用。



微型轴承圆锥形孔
带圆锥形孔的轴承可以直接安装到锥形轴颈上(例如:高精度结构中的单列和双列圆柱滚子轴承)。安装这类轴承时可以调整出给定的径向游隙。大部分带圆锥形孔的调心球轴承、鼓形滚子轴承和调心滚子轴承都可通过一个紧定套安装到圆柱形轴颈上。这类轴承特别易于安装和拆卸。
、微型轴承刚度
进口轴承的刚度通常是指使轴承产生一定的弹性变形所需要的力。机床主轴和小齿轮轴上的轴承都要求有很高的刚度。由于滚动体和滚道的接触条件不同,滚子轴承的刚度要比球轴承的刚度高。
、微型轴承摩擦
除被加热和散热外,内部摩擦对轴承的工作温度也起很大的决定作用。低摩擦轴承有:承受径向载荷的深沟球轴承、微型单列角接触球轴承和带保持架的圆柱滚子轴承。接触式密封的轴承、满装圆柱滚子轴承和推力滚子轴承都会产生较大的摩擦力。华尔网深沟球轴承


华尔网深沟球轴承安装方法二:加热配合
通过加热轴承或轴承座,利用热膨胀将紧配合转变为松配合的安装方法.是一种常用和省力的 :安装方法.此法适于过盈量较大的轴承的安装,热装前把轴承或可分离型轴承的套圈放入油箱中均匀加热80-100℃,然后从油中取出尽快装到轴上,为防止冷却后内圈端面和轴肩贴合不紧,轴承冷却后可以再进行轴向紧固.
轴承外圈与轻金属制的轴承座紧配合时,采用加热轴承座 的热装方法,可以避免配合面受到擦伤。用油箱加热轴承时,在距箱底一定距离处应有一网栅,或者用钩子吊着轴承,轴承不能放到箱底上,以防沉杂质进入轴承内或不均匀的加热,油箱中必须有温度计,严格控制油温不得超过100℃,以防止发生回火效应,使套圈的硬度降低。深沟球轴承安装方法二:加热配合
通过加热轴承或轴承座,利用热膨胀将紧配合转变为松配合的安装方法.是一种常用和省力的 :安装方法.此法适于过盈量较大的轴承的安装,热装前把轴承或可分离型轴承的套圈放入油箱中均匀加热80-100℃,然后从油中取出尽快装到轴上,为防止冷却后内圈端面和轴肩贴合不紧,轴承冷却后可以再进行轴向紧固.
轴承外圈与轻金属制的轴承座紧配合时,采用加热轴承座 的热装方法,可以避免配合面受到擦伤。用油箱加热轴承时,在距箱底一定距离处应有一网栅,或者用钩子吊着轴承,轴承不能放到箱底上,以防沉杂质进入轴承内或不均匀的加热,油箱中必须有温度计,严格控制油温不得超过100℃,以防止发生回火效应,使套圈的硬度降低。



