

不锈钢焊管 304 316L不锈钢焊管 产生冷裂纹的原因 1)在焊接热循环的作用下,热影响区生成了淬硬组织; 2)焊缝中存在有过量的扩散氢,且具有浓集的条件; 3)接头承受有较大的拘束应力。 ● 防止产生冷裂纹的措施 1)选用低氢型焊条,减少焊缝中扩散氢的含量; 2)严格遵守焊接材料(焊条、焊剂)的保管、烘焙、使用制度,谨防受潮; 3)仔细清理坡口边缘的油污、水份和锈迹,减少氢的来源; 4)根据材料等级、碳当量、构件厚度、施焊环境等,选择合理的焊接工艺参数和线能量,如焊前预热、焊后缓冷,采取多层多道焊接,控制一定的层间温度等; 5)紧急后热处理,以去氢、消除内应力和淬硬组织回火,改善接头韧性;采用合理的施焊程序,采用分段退焊法等,以减少焊接应力。 六、 其他缺陷 焊接中还常见到一些焊瘤、弧坑及焊缝外形尺寸和形状上的缺陷。 ● 产生焊瘤的原因 运条不均,造成熔池温度过高,液态金属凝固缓慢下坠,因而在焊缝表面形成金属瘤。立、仰焊时,采用过大的焊接电流和弧长,也有可能出现焊瘤。焊缝表面存在焊瘤影响美观,并易造成表面夹渣。


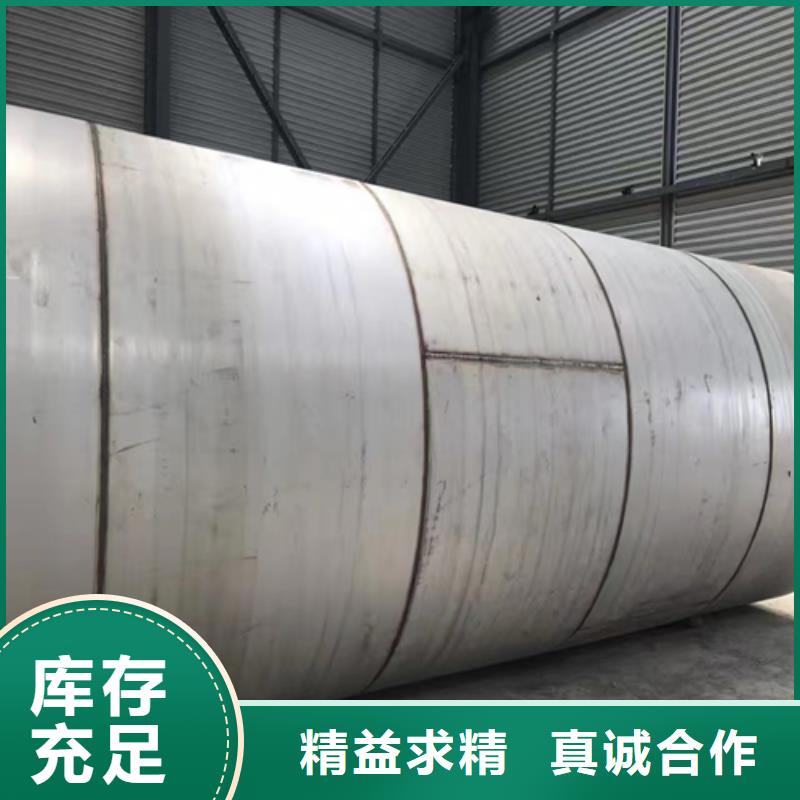
不锈钢焊管 304不锈钢工业焊管批发接头冷却到较低温度下(对于钢来说在M。温度以下)产生的裂纹称为冷裂纹。冷裂纹可在焊后立即出现,也有可能经过一段时间(几小时、几天甚至更长时间)才出现,这种裂纹又称延迟裂纹,它是冷裂纹中比较普遍的一种形态,具有更大的危险性 马氏体转变而形成的淬硬组织、拘束度大而形成的焊接残余应力和残留在焊缝中的氢是产生冷裂纹的三大要素 选用低氢型焊接材料,使用前严格按照说明书的规定进行烘焙;焊前清除焊件上的油污、水分,减少焊缝中氢的含量;选择合理的焊接工艺参数和热输入,减少焊缝的淬硬倾向;焊后立即进行消氢处理,使氢从焊接接头中逸出;对于淬硬倾向高的不锈钢焊接管,焊前预热、焊后及时进行热处理,改善接头的组织和性能;采用降低焊接应力的各种工艺措施



泉州惠宁金属制品有限公司秉承,品质、客户致上的服务宗旨。愿与客户永远站在同一战线,为客户提供好 不锈钢复合板、不锈钢焊管、304不锈钢焊管、201不锈钢焊管产品,尽大努力为客户结约成本。 客户永远是我们的贵人,是我们的朋友。泉州惠宁金属制品有限公司致力于客户关系建设,以诚实守信,合作负责赢得客户的赞赏。我们的成功归功于客户对我们的信任与选择;成就客户才能成就自己,感动自己才能感动客人。
