



不容错过的45号无缝钢管厂视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:45号无缝钢管厂的图文介绍
九晨钢铁制造有限公司主要生产: 云南楚雄X52无缝钢管厂家。公司本着“客户至上”的理念,全力为 云南楚雄X52无缝钢管厂家行业提供更优质的产品,更贴心的服务。公司不断从客户的切身利益出发,站在客户的角度,设身处地的为客户考虑,并结合以自身的专业知识,为客户设计出更合理的工艺品。同时,我们拥有实践经验丰富、高素质的设计、制造、安装队伍,能按客户所需,结合客户的实际情况,制造生产客户需要的产品。精心的设计、精湛的制造、精细的施工、的服务以及牧阳长期秉持的“让我们共同前进”的理念让本公司赢得了用户的长期认可和良好的社会信誉。


厚壁无缝管生产工艺
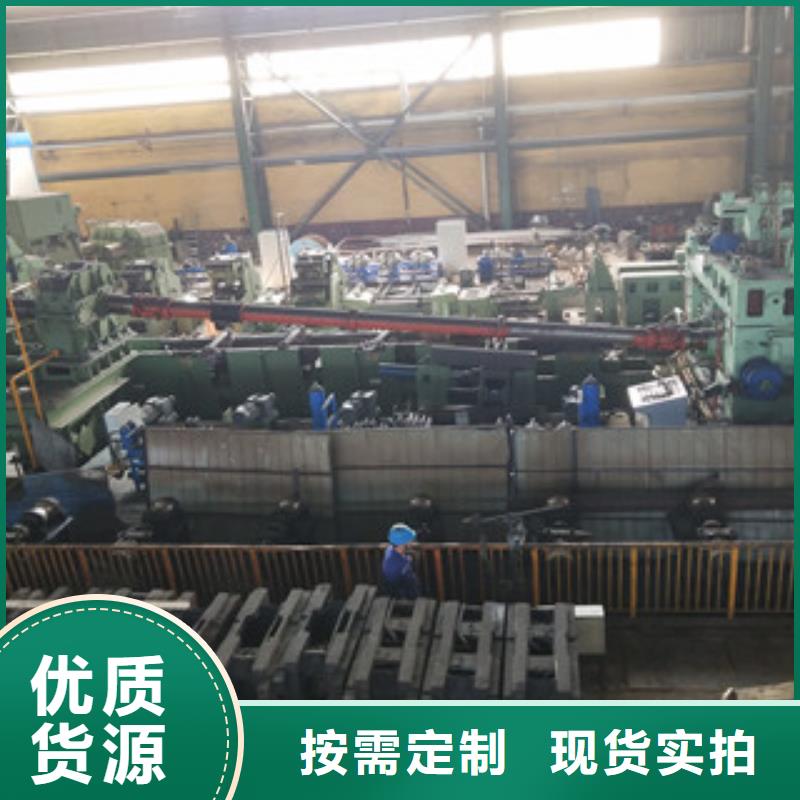
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。



九晨钢铁制造有限公司拥有一支 云南楚雄X52无缝钢管厂家高素质研发团队,良好的工程师,可根据客户的要求设计 云南楚雄X52无缝钢管厂家。 公司售后服务是一批实力非常雄厚的团队,成熟的机加工、焊接、钣金、喷漆、组装能力,可完成各种标准的客户订单。可根据客户的要求,物料的特性研发出不同款式的 云南楚雄X52无缝钢管厂家,整条生产线质量层层把关,严格的产品测试。



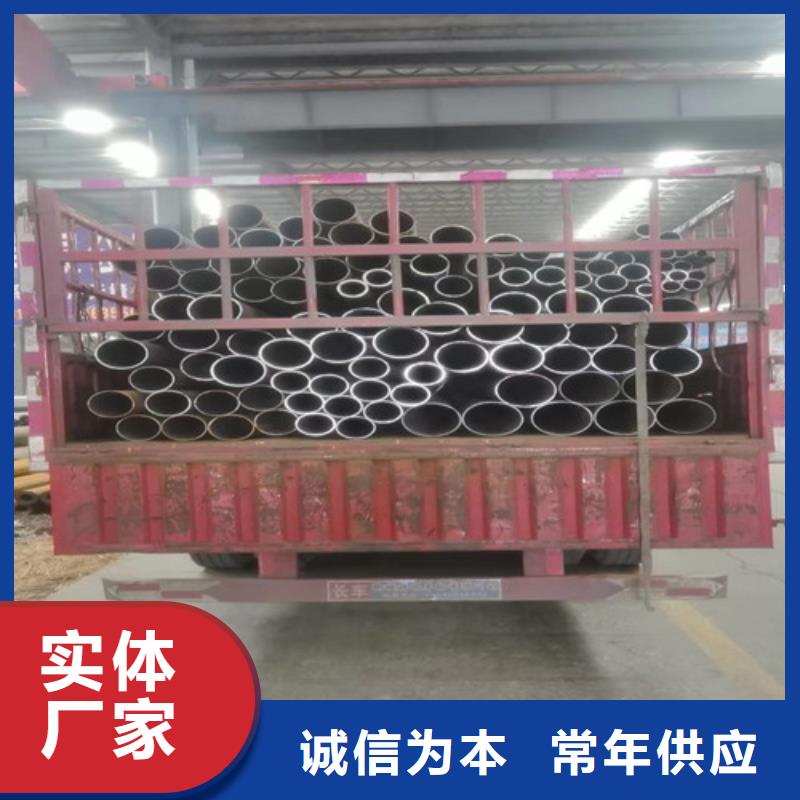
沿其横截面的周边上无接缝的钢管。根据生产方法不同分为热轧管、冷轧管、冷拔管、挤压管、顶管等,均有各自工艺规定。材质有普通和优质碳素结构钢(Q215-A~Q275-A和10~50号钢)、低合金钢(09MnV、16Mn等)、合金钢、不锈耐酸钢等。按用途分为一般用途的(用于输水、气管道和结构件、机械零件)和专用的(用于锅炉、地质勘探、轴承、耐酸等)两类。
热轧无缝钢管主要生产工序(△主要检验工序):
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
无缝钢管用途很广泛。一般用途的无缝钢管由普通的碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。
热轧无缝钢管主要生产工序(△主要检验工序):
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
无缝钢管用途很广泛。一般用途的无缝钢管由普通的碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。


焊接Q345B无缝钢管时要注意哪些地方呢?下面本公司给您们讲解一下!
1、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
2、为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
3、干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。
4、采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。
5、电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
6、异型管MIG焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
7、钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。
8、为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右。
9、直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。
1、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
2、为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
3、干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。
4、采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。
5、电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
6、异型管MIG焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
7、钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。
8、为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右。
9、直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。



