
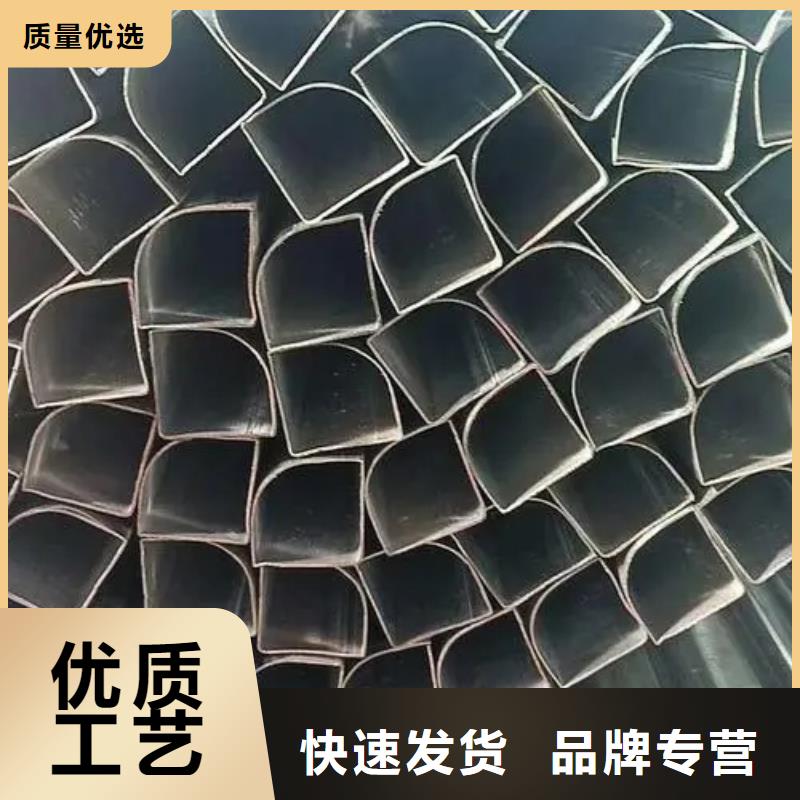

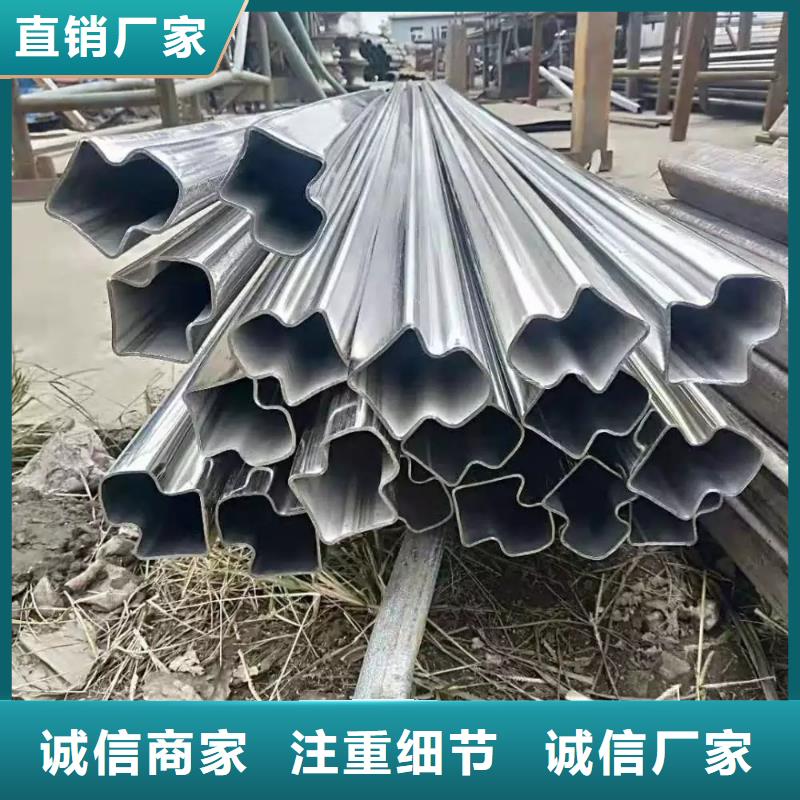
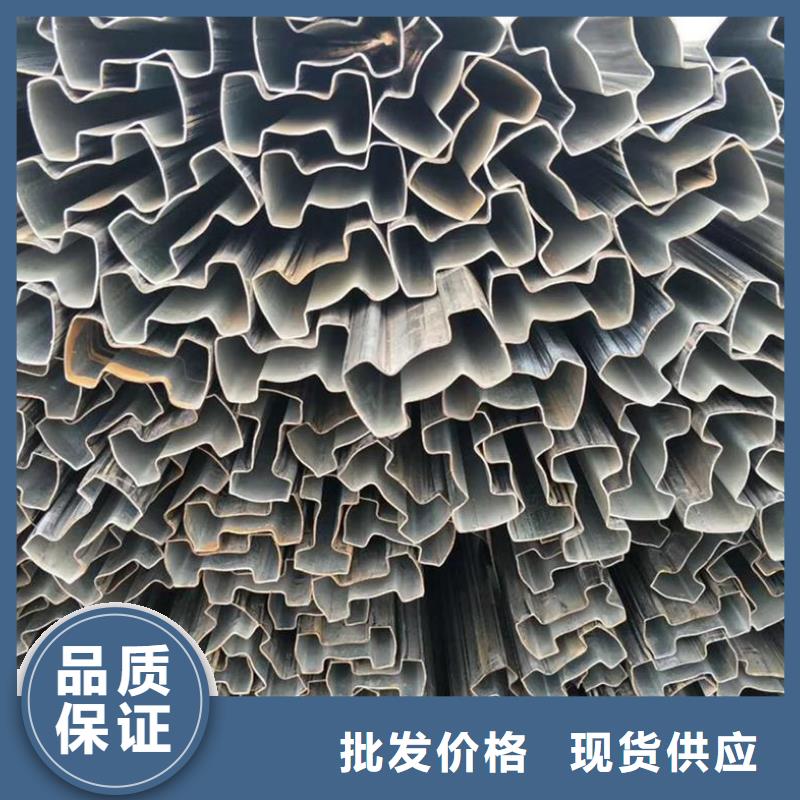
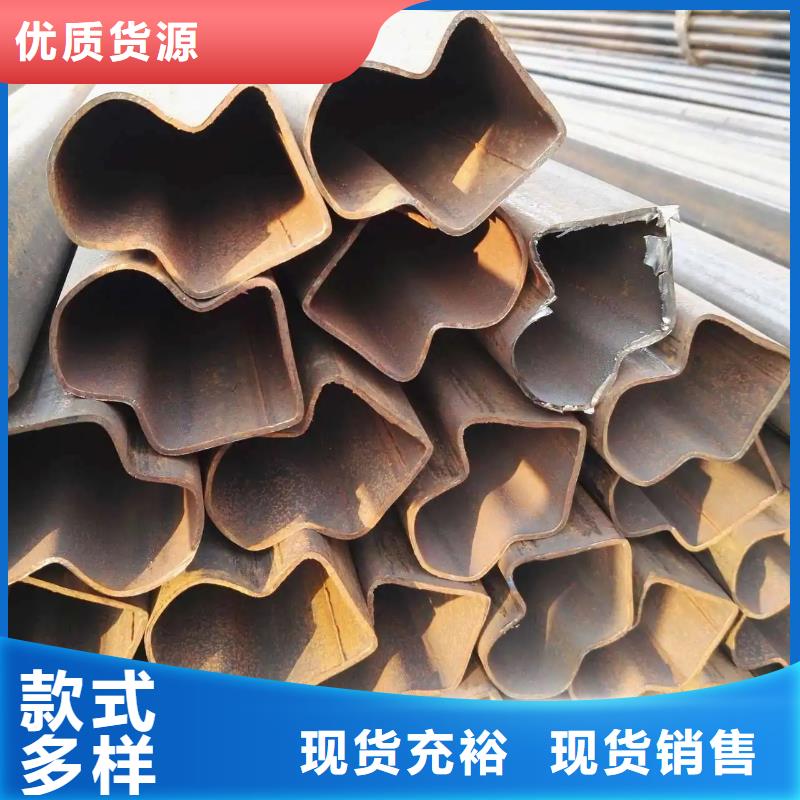

黄冈乐道精密钢管厂家主营: D形钢管,我们销售的不仅仅是产品,更是服务,欢迎新老客户来电垂询,公司将与您合作共赢,同创辉煌!
公司承诺:如产品出现质量问题,24小时内派人现场确认处理,请放心购买!
公司坚持技术进步、观念创新、不断加强内部管理,建立了现代化企业管理制度,和完善质量保障体系,经过十多年的发展,已形成集生产、经营、科研、开发、技术服务为一体的企业,十多年来通过全体员工的共同努力,能够准确把握信息和机遇,以较快的速度,不断积累,不断完善,并以优质的产品,赢得了广大客户的信赖,面对时代的挑战,我们必定全力以赴,始终坚持以市场为导向,不断壮大企业规模,提升企业核心竞争能力,为客户提供z u i满意的服务。
我们的宗旨是:“用服务和真诚来换取您的信任和支持,用优质的产品给您做保障,互惠互利,共创双赢!”我公司愿与各界同仁竭诚合作,共创未来!




异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。 异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。 异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。 异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。 保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。 异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。 异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 异型管焊嘴与异型管间的距离以15-25mm为宜。
