
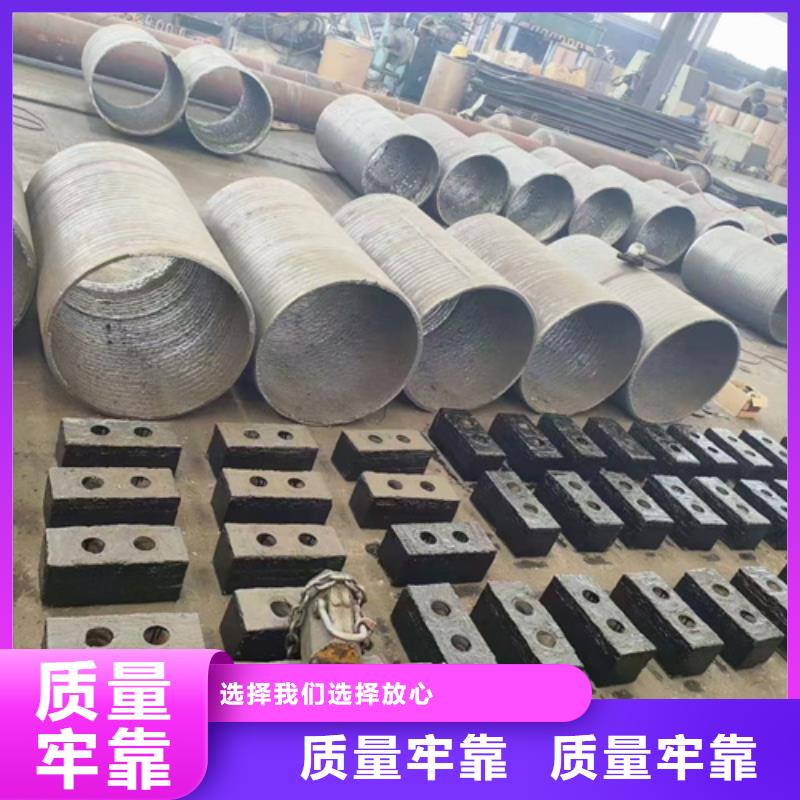

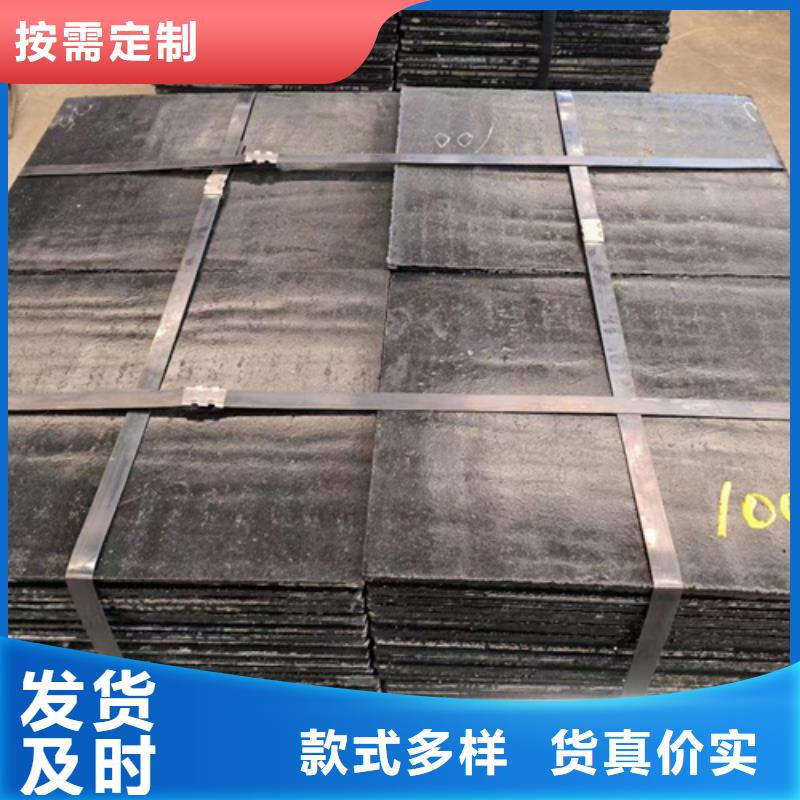
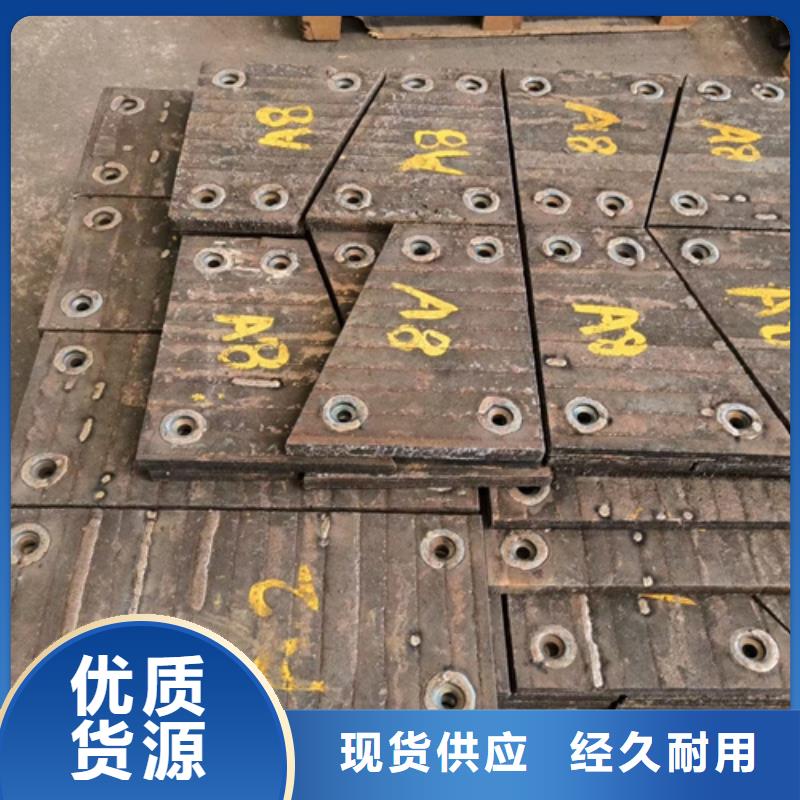
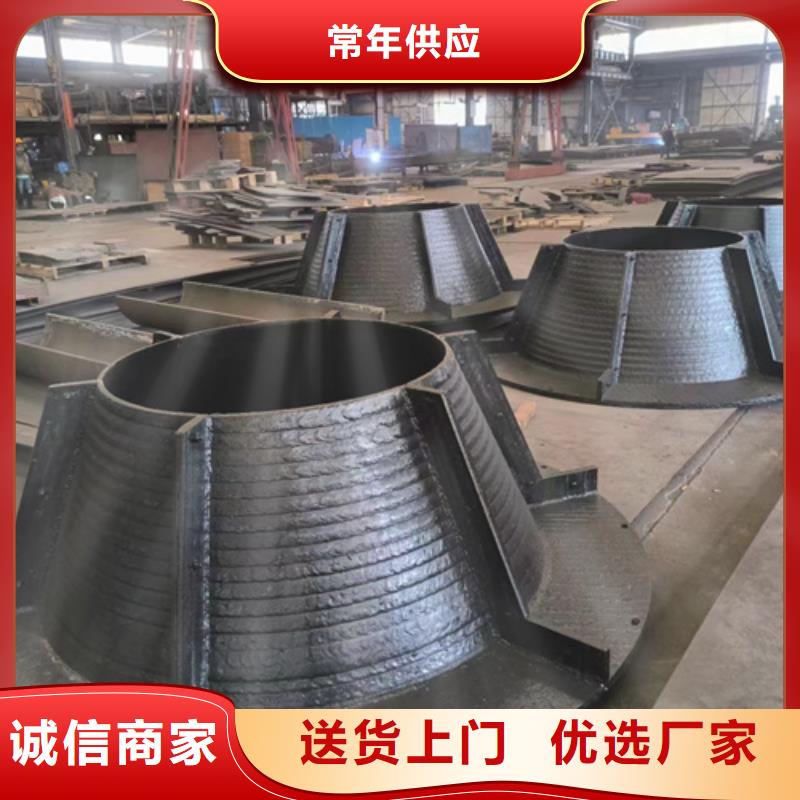

复合耐磨钢板的优点2.1高层的化学成分中碳含量达3%~5%,铬含量高达20%~40%,其金相组织中碳化物的体积分数达到50%以上,宏观硬度为HRC55~65,碳化物的显微硬度为HV1400一1800,高于沙石中石英的显微硬度HV800~1200。复合钢板的能为热处理钢的5~6倍、当地不锈钢的5倍、当地高锰钢的5~6倍,Q345(16Mn)的11倍(常温磨粒磨损实验数据)。在堆焊板时,采用工艺方法控制碳化物的生长方向,使碳化物的生长方向与磨料流动方向相垂直,即使与同成分和硬度的铸造合金相比较,能也提高1.3倍以上,其远远高于喷焊和热喷涂等方法制备的层,适应含尘浓度不大于3kg/m3、当地气流速度不大于25m/s等工况条件下的粉尘磨粒磨损。2.2良好的抗冲击性复合钢板的基板为低碳钢或低合金钢等韧性材料,体现了双金属的优越性。层抵抗磨损介质的磨损,基板承受介质的载荷,因此具有良好的抗冲击性,可以承受物料输送系统中高落差料斗等工况条件下的冲击和磨损。2.3方便的加工性能复合钢板可以切割、当地调平、当地制孔、当地弯曲和卷曲,制成平板、当地弧板、当地锥板、当地圆筒等形状。切割好的复合板可以通过拼焊的方式制成各种形式的工程结构件或零部件。复合板还可用模具热压成复杂形状。复合钢板可以用螺栓或焊接等方法固定在设备上,方便更换维修。2.4复合钢板虽然制造成本较高,但能延长部件的使用寿命,因而维修费用和停机损失大为降低,高的设备利用率就意味着高的生产效率和企业经济效益,其性价比较之普通材料高约2~4倍。对于随着物料处理量越大,磨损越严重,对运转率影响越大的设备,使用与之相适应的复合钢板,其产生的经济效益越明显。


堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板



