




简约而不简单,我们的防伪标签防伪纸厂家货源产品视频将用直观的方式展示产品的核心价值。
以下是:防伪标签防伪纸厂家货源的图文介绍

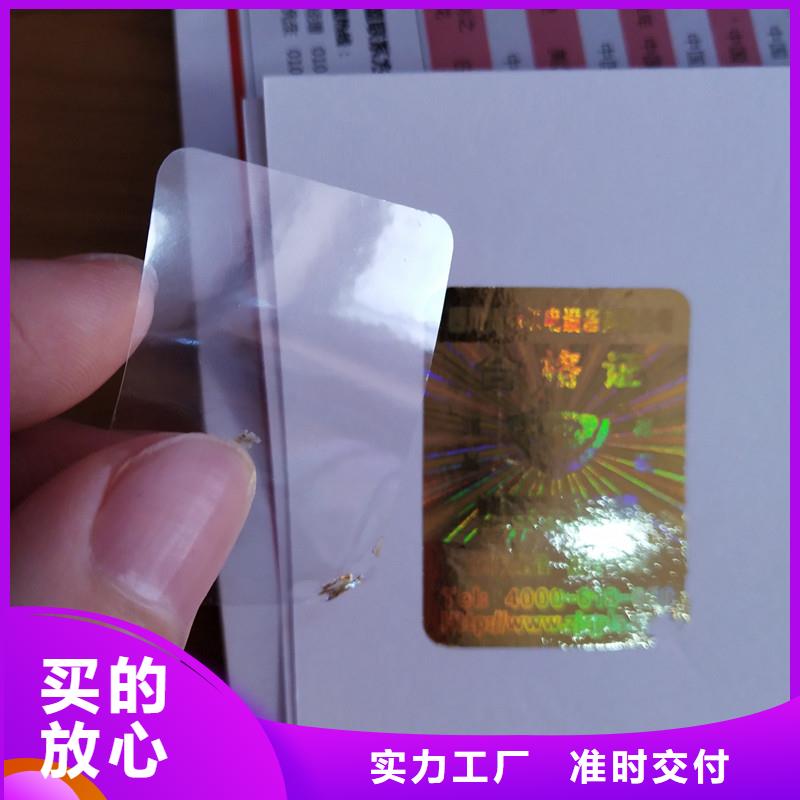
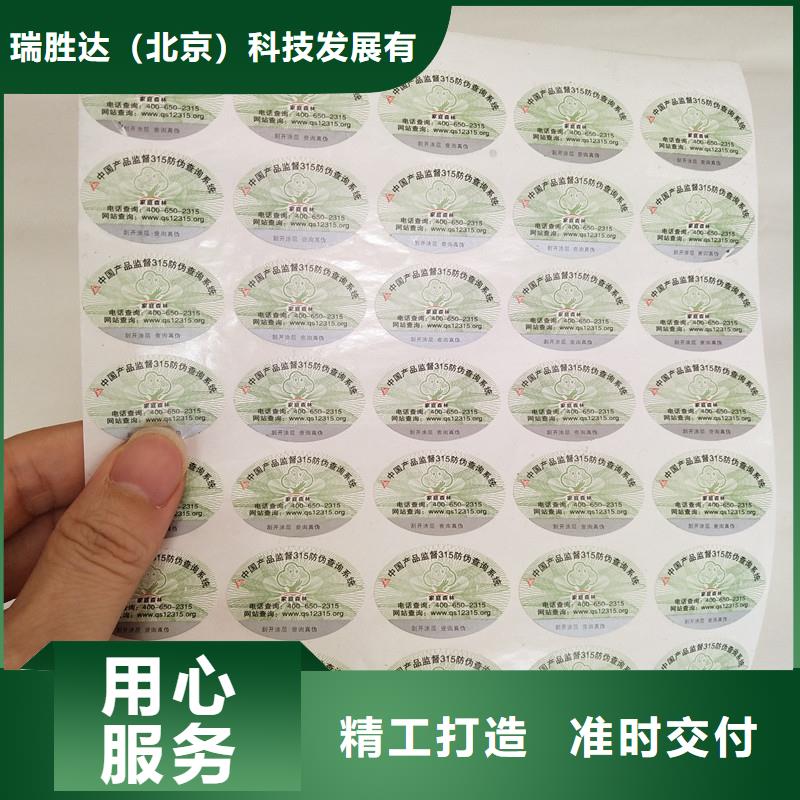
瑞胜达(北京)科技发展有限公司地理位置优越,交通便利,设备齐全,技术先进,实行严格的质量管理体系。 主要生产和供应各种 河北防伪等几十个品种,上千个规格。


底纸上硅层的涂布量是多少?涂硅量的大小对不干胶材料的特性有何影响?
底纸的种类很多,纤维成分和加工方式也不一样。一般情况下硅油的涂布量为1g/m2,涂硅量的大小对不干胶材料的特性和加工有直接的影响。
涂硅量小。a.面料和底纸之间的结合力(离型力)加大,导致排废困难,容易拉断面料,造成停机。用手工排废会大大降低生产率。
b.由于涂硅量小,底纸表面粗糙,影响黏合剂深层的平整性和黏结特性。
c.同样,由于离型力大,自动贴标时出标困难,甚至无法贴标。
d.对模切也有一定的影响,涂硅层太薄无法起到保护底纸的作用,容易切穿,反之又影响排废。
涂硅量大。a.面料和底纸之间的结合力(离型力)减小,导致排废时防伪标签同废边一同剥下,尤其是小的防伪标签。
b.离型力小,使面料、底纸在印刷和加工时容易分离或局部分离。进入空气后起鼓、起泡,印刷后成为废品。
C.离型力小,使成品防伪标签容易从底纸上脱落。检测后去掉废防伪标签,再贴上合格的防伪标签时,新贴上的防伪标签很容易脱落,尤其是自动贴标时。
底纸的种类很多,纤维成分和加工方式也不一样。一般情况下硅油的涂布量为1g/m2,涂硅量的大小对不干胶材料的特性和加工有直接的影响。
涂硅量小。a.面料和底纸之间的结合力(离型力)加大,导致排废困难,容易拉断面料,造成停机。用手工排废会大大降低生产率。
b.由于涂硅量小,底纸表面粗糙,影响黏合剂深层的平整性和黏结特性。
c.同样,由于离型力大,自动贴标时出标困难,甚至无法贴标。
d.对模切也有一定的影响,涂硅层太薄无法起到保护底纸的作用,容易切穿,反之又影响排废。
涂硅量大。a.面料和底纸之间的结合力(离型力)减小,导致排废时防伪标签同废边一同剥下,尤其是小的防伪标签。
b.离型力小,使面料、底纸在印刷和加工时容易分离或局部分离。进入空气后起鼓、起泡,印刷后成为废品。
C.离型力小,使成品防伪标签容易从底纸上脱落。检测后去掉废防伪标签,再贴上合格的防伪标签时,新贴上的防伪标签很容易脱落,尤其是自动贴标时。



常用薄膜材料防伪标签的综合特性是什么?
不干胶常用薄膜材料防伪标签综合特性聚乙烯法森清亮聚丙烯聚苯乙烯聚乙烯聚酯材料性能(PE)普莱曼斯(BOPP)(Ps)(PVC)(PET)透明度/%低→高中一→高。
自动贴标能力可挤压性差优优抗撕裂性耐温性良优优优良优良良优差优良优优差抗溶剂性优抗收缩性良差良良良良差良优差优优优优良良加工能力差→良良良差良差良优良适印性差差→良注:1.每一种薄膜都可将表面处理为无色透明、亚光透明、白色和金属化涂层
普莱曼斯/法森清亮是运用材料科学的原理制成的PE与PP的混合体20.“普莱曼斯”和“法森清亮”的制造方法是什么?有何理化特性?
“普莱曼斯”和“法森清亮”是PP和PE的合成材料,是利用PP的坚韧性和PE的柔软性结合后的一种新型材料。
制造方法是将两种高温熔化后的塑料在压力的作用下,经过特殊模具上的隙缝流延成很薄的塑料片。这种塑料片在金属辊的压力和拉伸下,在机器运行方向上产生塑性变形,即实现薄膜材料防伪标签的单向拉伸。
按照工艺要求,控制拉伸速度和压力,从而保证薄膜材料防伪标签厚度的均匀性。“普莱曼斯”和“法森清亮”为亚光白色和半透明薄膜,表面经电晕处理,主要特点如下。‘经电晕处理的亚光表面有良好的印刷适性,适合各种油墨和各种印刷方式。单向拉伸后表面可保证印刷加工时套印准确、不变形。
模切后的防伪标签由于出标方向(机器方向)经单向拉伸,薄膜坚挺,所以出标容易,适合高速自动贴标。
由于具有PE的柔软性,在另一个方向上可柔性变形,所以防伪标签适合贴在柔软、可弹性变形的、耐挤压的瓶体上。
根据材料的亚光特点,适合应用在亚光、珠光瓶体上。贴到瓶体上的防伪标签同瓶体在色泽上成一体。有一种无防伪标签的感觉。
不干胶常用薄膜材料防伪标签综合特性聚乙烯法森清亮聚丙烯聚苯乙烯聚乙烯聚酯材料性能(PE)普莱曼斯(BOPP)(Ps)(PVC)(PET)透明度/%低→高中一→高。
自动贴标能力可挤压性差优优抗撕裂性耐温性良优优优良优良良优差优良优优差抗溶剂性优抗收缩性良差良良良良差良优差优优优优良良加工能力差→良良良差良差良优良适印性差差→良注:1.每一种薄膜都可将表面处理为无色透明、亚光透明、白色和金属化涂层
普莱曼斯/法森清亮是运用材料科学的原理制成的PE与PP的混合体20.“普莱曼斯”和“法森清亮”的制造方法是什么?有何理化特性?
“普莱曼斯”和“法森清亮”是PP和PE的合成材料,是利用PP的坚韧性和PE的柔软性结合后的一种新型材料。
制造方法是将两种高温熔化后的塑料在压力的作用下,经过特殊模具上的隙缝流延成很薄的塑料片。这种塑料片在金属辊的压力和拉伸下,在机器运行方向上产生塑性变形,即实现薄膜材料防伪标签的单向拉伸。
按照工艺要求,控制拉伸速度和压力,从而保证薄膜材料防伪标签厚度的均匀性。“普莱曼斯”和“法森清亮”为亚光白色和半透明薄膜,表面经电晕处理,主要特点如下。‘经电晕处理的亚光表面有良好的印刷适性,适合各种油墨和各种印刷方式。单向拉伸后表面可保证印刷加工时套印准确、不变形。
模切后的防伪标签由于出标方向(机器方向)经单向拉伸,薄膜坚挺,所以出标容易,适合高速自动贴标。
由于具有PE的柔软性,在另一个方向上可柔性变形,所以防伪标签适合贴在柔软、可弹性变形的、耐挤压的瓶体上。
根据材料的亚光特点,适合应用在亚光、珠光瓶体上。贴到瓶体上的防伪标签同瓶体在色泽上成一体。有一种无防伪标签的感觉。


常用的回湿方法有几种?各有什么特点?
常用的回湿方法有两种,即机械式回湿法和蒸气式回湿法。
机械式回湿法。基本结构同印纸机中的润版装置,水斗转动将水回湿辊传递给回湿辊,回湿辊将水均匀地传递到底纸背面(正面涂有黏合剂)。
水斗辊回湿辊可正向转动也可反向转动,整个水装置可实现无级变速以改变对底纸的机械式回湿法回湿量。
机械式回湿装置结构简单、成本较低、便于调整和安装。缺点是当涂布机速度变化时,回湿装置的速度不变,所以会造成回湿量不均的现象。特别是当涂布机换纸或停机时,会出现水杠现象,影响成品质量。
蒸气气式回湿法。利用一排喷嘴将水蒸气均匀喷射到底纸背面,蒸气顺着纸张的运行方向均匀分布,纸张吸收水分,达到回湿的目的,并可通过改变喷射的蒸气量来改变底纸的回湿量。
蒸气回湿法是种先进的回湿方法,当涂布机速度变化时可通过电脑来调节蒸气量的大小,从而避免机械式回湿法中的不足。但该装置较贵,适合机器生产产品时使用。9.防伪标签不干胶材料在制造过程中,影响其平整度的原因有哪些?如何避免?
在防伪标签不干胶材料制造过程中,影响其平整度的原因主要有两项,方面是底纸回湿不当造成的弯曲,另一方面是材料张力控制出现偏差,使材料弯曲。
回湿不当造成的弯曲。由于底纸的纤维方向是同纸张的运动方向(开卷方向)一致的,纤维的膨胀和收缩只能使底纸的尺寸在垂直于机器方向上变形。所以回湿不当造成的材料弯曲,只能在垂直于材料的开卷方向,即垂直机器方向上变形。
张力控制出现偏差。为保证复合后的材料平整,必须保证底纸和面纸在机器方向上张力一致,底纸面纸任何一方张力过大或过小都会造成在复合时二者松紧不一致,终导致整体材料在机器方向上向上或向下弯曲,给印刷加工带来问题。
防伪标签不干胶材料在制造过程中应正确调整设备,要不断地、定时地抽样检查,辨明材料变形、弯曲的原因。根据不同的季节和不同种类的材料,调节回湿量和张力。
常用的回湿方法有两种,即机械式回湿法和蒸气式回湿法。
机械式回湿法。基本结构同印纸机中的润版装置,水斗转动将水回湿辊传递给回湿辊,回湿辊将水均匀地传递到底纸背面(正面涂有黏合剂)。
水斗辊回湿辊可正向转动也可反向转动,整个水装置可实现无级变速以改变对底纸的机械式回湿法回湿量。
机械式回湿装置结构简单、成本较低、便于调整和安装。缺点是当涂布机速度变化时,回湿装置的速度不变,所以会造成回湿量不均的现象。特别是当涂布机换纸或停机时,会出现水杠现象,影响成品质量。
蒸气气式回湿法。利用一排喷嘴将水蒸气均匀喷射到底纸背面,蒸气顺着纸张的运行方向均匀分布,纸张吸收水分,达到回湿的目的,并可通过改变喷射的蒸气量来改变底纸的回湿量。
蒸气回湿法是种先进的回湿方法,当涂布机速度变化时可通过电脑来调节蒸气量的大小,从而避免机械式回湿法中的不足。但该装置较贵,适合机器生产产品时使用。9.防伪标签不干胶材料在制造过程中,影响其平整度的原因有哪些?如何避免?
在防伪标签不干胶材料制造过程中,影响其平整度的原因主要有两项,方面是底纸回湿不当造成的弯曲,另一方面是材料张力控制出现偏差,使材料弯曲。
回湿不当造成的弯曲。由于底纸的纤维方向是同纸张的运动方向(开卷方向)一致的,纤维的膨胀和收缩只能使底纸的尺寸在垂直于机器方向上变形。所以回湿不当造成的材料弯曲,只能在垂直于材料的开卷方向,即垂直机器方向上变形。
张力控制出现偏差。为保证复合后的材料平整,必须保证底纸和面纸在机器方向上张力一致,底纸面纸任何一方张力过大或过小都会造成在复合时二者松紧不一致,终导致整体材料在机器方向上向上或向下弯曲,给印刷加工带来问题。
防伪标签不干胶材料在制造过程中应正确调整设备,要不断地、定时地抽样检查,辨明材料变形、弯曲的原因。根据不同的季节和不同种类的材料,调节回湿量和张力。

