

准备好领略混凝土膜袋、混凝土膜袋厂家-值得信赖产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:混凝土膜袋、混凝土膜袋厂家-值得信赖的图文介绍



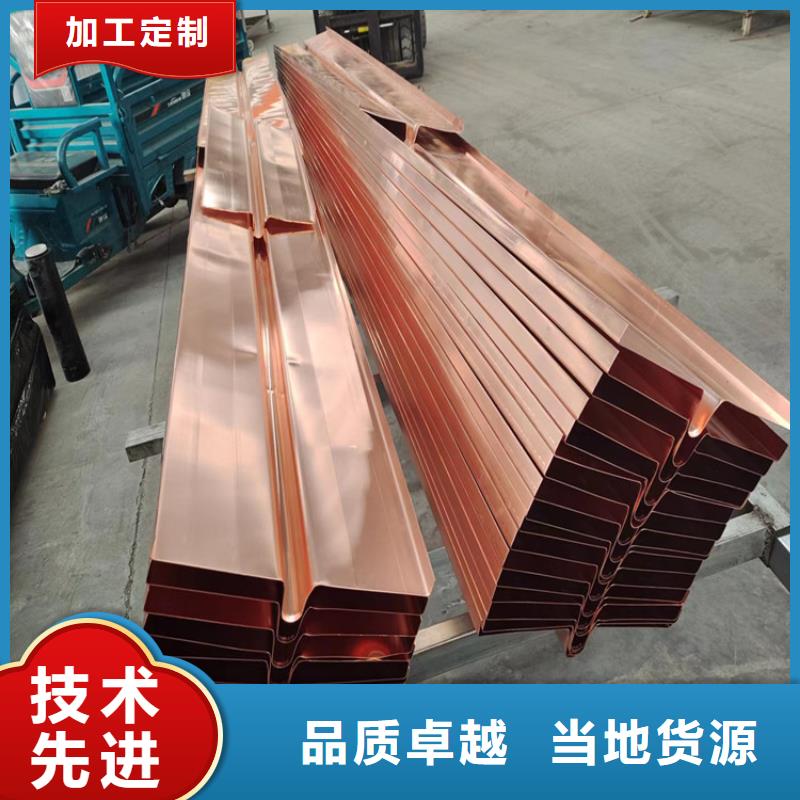
华尔网止水铜片工程材料有限公司主要经营:pe打孔渗水波纹管、土工布 、土工膜 、复合土工膜、DN110双壁波纹管、塑料盲沟 、软式透水管、聚丙烯纤维、钢纤维、聚酯纤维、聚丙烯腈纤维、沥青杉板、止水带、HDPE单壁双壁打孔缠布波纹管、止水铜片、hdpe打孔波纹管、防水卷材等。 经过多年潜心经营,公司产品覆盖了国内近三十个省市、自治区,产品各项技术性能指标均符合且高于标准要求,达到国内水平。在众多材料中挑选使用紫铜止水铜片,是因紫铜自身特点很好地作用于水工建筑物,它特有的不透水性和耐水性,以及与水泥砂浆的粘附性,这三大特性是我们选择紫铜片止水的重要因素。 紫铜止水铜片作用有以下两点: 1,很好的阻止了上游压力水通过紫铜片本身和绕过紫铜片与混凝土接触界面的渗漏。 2,紫铜片为软态铜,利用这种软质铜材的柔韧性能随紫铜片断面承受的变形而变形,如伸缩变形,接缝两侧块体的相对变形。 因以上特点紫铜止水铜片是水工建筑比不可少的材料,因水工建筑物的变形缝在基础变形、华尔网本地气温变化、华尔网本地混凝土硬化和荷载变化等的情况下会使建筑物块体自由变形,如温度伸缩缝、华尔网本地基础沉降缝。这些都需要设置紫铜止水铜片,因缝宽不一,小处有0.3-4.0cm, 处则大于10cm,所以我们需要定制紫铜止水铜片,我司能根据设计图定制紫铜止水铜片,是您的不二选择
紫铜片止水如何焊接
紫铜止水片焊接质量测试方法
1、华尔网本地紫铜止水片焊接接头可以从外观质量检验
焊接完成后,采用目测或量测检查焊缝是否平整,光滑,轴线时间的接口误差是否满足招标文件技术条款要求及搭接长度不小于20mm。
2、华尔网本地焊接接头部位的煤油渗透测试
先将用于检验的部位表面清理干净,不得留有污渍,用 浆涂抹,待彻底晾干后在焊缝的背面抹上煤油。由于煤油所具有的张力作用,具有渗透细小缝隙的特性。如果紫铜止水片焊缝不紧密或者钢材内部有疏松、华尔网本地夹层、华尔网本地夹灰时,煤油将紫铜止水片渗漏到钢材或焊缝的另一面并在 上显出印渍。



用实际行动,努力打造公司的形象与信誉。金鸿耀工程材料有限公司本着先赢得信誉,其次再赢得市场的前提下,在竞争激烈的市场中,占有了一席之地,在 河北沧州沥青木丝板行业中也树立了很好的口碑。 企业的发展离不开科技,离不开人才,更离不开用户。我们愿同全国各地客户,建立稳固、平等、互利的业务关系,让我们共同发展繁荣,为 河北沧州沥青木丝板事业做出更大的贡献。


止水铜片在根据止水铜片大样图加工的过程中,华尔网止水铜片工程材料有限公司主要经营:pe打孔渗水波纹管、土工布 、土工膜 、复合土工膜、DN110双壁波纹管、塑料盲沟 、软式透水管、聚丙烯纤维、钢纤维、聚酯纤维、聚丙烯腈纤维、沥青杉板、止水带、HDPE单壁双壁打孔缠布波纹管、止水铜片、hdpe打孔波纹管、防水卷材等。 经过多年潜心经营,公司产品覆盖了国内近三十个省市、自治区,产品各项技术性能指标均符合且高于标准要求,达到国内水平。几乎都会设置铜鼻子,那么铜鼻子在我们的水工建筑中到底起到了怎样的作用呢?止水铜片安装过程中,会根据需要填塞其他的塑性材料。那么,在应用过程中,若因为震动或冲击使建筑体发生偏移时,施工缝有分裂的倾向,那么这个时候铜鼻子就会起到非常重要的作用。铜鼻子会顺着分裂方向拉伸,铜鼻子内的塑性填料便可分散作用力,从而起到抗震防裂的效果。主要提供的是止水铜片、华尔网止水铜带、华尔网止水铜板等铜止水材料,主要形状包含以下几种:A.W止水铜片B.F止水铜片C.U止水铜片,又称圆弧型止水铜片D.V止水铜片止水铜片公司,是一家专业生产同于水工建筑止水的紫铜产品生产厂家,但我们不生产紫铜。紫铜是我们用于加工成产止水铜片的原材料,我们公司生产的止水铜片都是以含量为99.9%以上的优质纯紫铜(原本呈红色,由于在空气中收到氧化形成保护膜而呈紫红色,因此才又被称为紫铜)加工而成,我公司可以免费为客户成型,可成型W形止水铜片、华尔网F型止水铜片、华尔网U型止水铜片或圆弧型止水铜片,同时也可生产止水铜片接头,欢迎来电咨询



华尔网止水铜片工程材料有限公司主要经营:pe打孔渗水波纹管、土工布 、土工膜 、复合土工膜、DN110双壁波纹管、塑料盲沟 、软式透水管、聚丙烯纤维、钢纤维、聚酯纤维、聚丙烯腈纤维、沥青杉板、止水带、HDPE单壁双壁打孔缠布波纹管、止水铜片、hdpe打孔波纹管、防水卷材等。 经过多年潜心经营,公司产品覆盖了国内近三十个省市、自治区,产品各项技术性能指标均符合且高于标准要求,达到国内水平。止水铜片 、华尔网起焊时由于刚开始焊,止水铜板焊件温度较低或接近环境温度。
为便于形成熔池,并利于对焊件进行预热,焊嘴倾角应大些,同时在起焊处应使火焰往复移动,保证在焊接处加热均匀。如果两焊件的厚度不相等,火焰应稍微偏向厚件,以使焊缝两侧温度基本相同,熔化一致,熔池刚好在焊缝处。当起点处形成白亮而清晰的熔池时,即可填入焊丝,并向前移动焊炬进行正常焊接。在施焊时应正确掌握火焰的喷射方向,使得焊缝两侧的温度始终保持一致,以免熔池不在焊缝正中而偏向温度较高的一侧,凝固后使焊缝成形歪斜。焊接火焰内层焰芯的 要距离熔池表面3~5mm,自始至终保持熔池的大小、华尔网形状不变。
起焊点的选择,一般在平焊对接接头的焊缝时,从对缝一端30mm处施焊,目的是使焊缝处于板内,传热面积大,当母材金属熔化时,周围温度已升高,从而在冷凝时不易出现裂纹。管子焊接时起焊点应在两定位焊点中间。
第二、华尔网焊接过程中焊嘴和焊丝的运动为了控制熔池的热量,获得高质量的焊缝,焊嘴和焊条应作均匀协调的摆动。
焊嘴和焊条的运动包括三种动作:
a.沿焊缝的纵向移动,不断地熔化工件和焊条,形成焊缝。
b.焊嘴沿焊缝作横向摆动,充分加热焊件,使液体金属搅拌均匀,得到致密性好的焊缝。
c.焊条在垂直焊缝的方向送进,并作上下移动,调节熔池的热量和焊条的填充量。
