






鑫海达不锈钢复合管桥梁护栏车间拥有八条自主知识产权生产线,专业从事外复不锈钢/碳素钢复合管生产及工程设计、制作、安装、施工。先进的生产工艺和严格的检测手段,使企业产品全部通过不锈钢复合管 标准(GB/T18704-2008)。公司全体员工自2003年从事工程制作、施工以来,积累了许多施工技术和经验,能在短期内,高质、的完成各种工程,公司现引进国际先进项目管理体制和市场研发应用能力,从事专业不锈钢/碳素钢复合管大型道桥栏杆设计、生产、制作、安装。 不锈钢复合管是由不锈钢管与碳素钢管复合而成的,技术含量高,设备精密,工艺先进产品质量稳定,采用电脑自动控制。产品具有纯不锈钢外表豪华、美观和普通碳素钢管强度高的特点,其价格低于纯不锈钢管,是价昂不锈钢结构装饰管材的替代产品。产品广泛用于市政公用工程施工,钢结构、网架工程施工,石油石化、市政设施、路桥护栏、公路交通工程施工;建筑装饰工程施工;体育场地设施工程施工交通格栅、铁路隔离网、建筑装饰、路灯、站牌、钢结构网架、家具、车船制造、城市管网、输油输气、摩托车保险杠、晾衣架、自行车车把等;产品规格φ9.5mm—φ219mm,壁厚0.5mm—18.0mm,表面光亮度可达320#—600#。





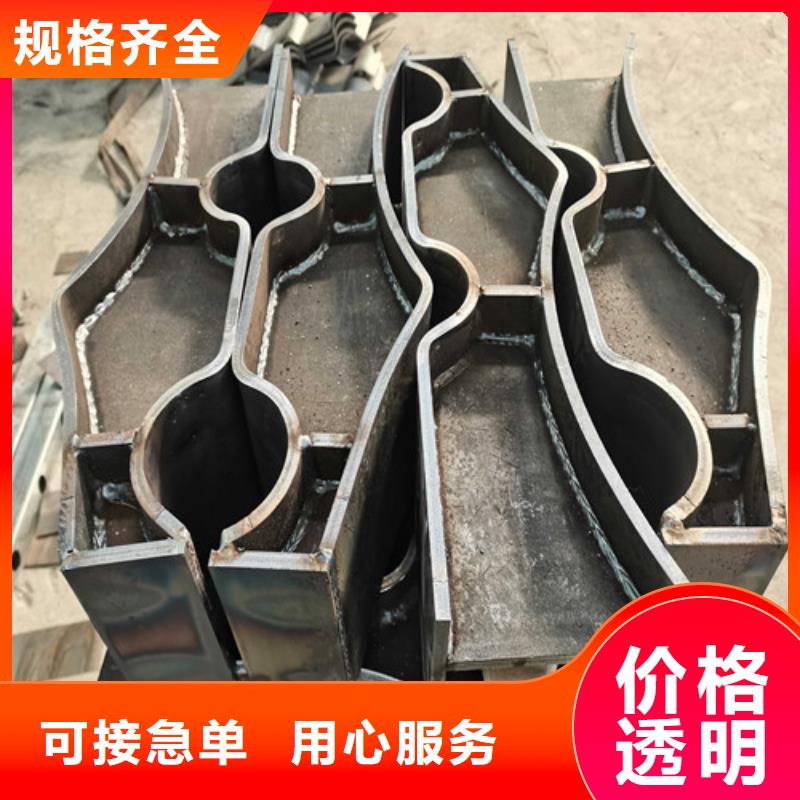
细说下不锈钢复合管护栏的焊接过程
不锈钢复合管护栏焊接进程如果因液态缩短和凝聚缩短构成的体积缩短等于因外壳标准缩小所构成的体积减缩,
则凝聚的外壳仍和内部液态金属紧密接触,不会产生缩孔。但是,由于合金的液态缩短和凝聚缩短超越硬壳的固态缩
短,因此液体将与硬壳的顶面脱离。
顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属悉数凝聚后,在铸件上部就构成了一个倒锥形的
缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设
置冒口,缩孔将移至冒口中。
以上对合金缩短规则的分析,仅涉及合金管成分、温度等本身因素对缩短的影响,没有考虑缩短进程中遇到的各
种阻挠,这种缩短称为安闲缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻挠而使缩短不能安闲进行,这
时产生的缩短称为受阻缩短。受阻缩短率总小于安闲缩短率,阻力更大时将呈现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层--打底焊--过渡层--填充层--盖面层。管子对焊组对时,其内
壁应齐平,内壁错边量不宜超越管壁厚度的10%,且应≤2mm.焊接时,应尽量选用多层焊,各焊层焊道的接头应尽
量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。


不锈钢复合管桥梁护栏焊接的时候先焊底层, 道底层焊缝不应熔透到复层,以防焊缝金属发作脆化或发作裂纹,底层钢焊接时,仍按底层惯例焊接电流。底层焊完后,用碳弧气刨,铲削,磨削等办法清理焊根,要求高的,经X射线探伤合格后,才能焊接过度层。过渡层焊接,为了削减母材对焊缝的稀释率,在确保焊透的情况下,应尽量少焊接电流;要选用小直径焊条和窄焊道,有必要盖满底层焊缝切高出底层1mm,焊缝成形要滑润,不能凸起,否则要打磨掉。焊接小直径不锈钢复合钢管时, 层焊道应选用钨极氩弧焊,第二层可用奥氏体不锈钢焊条焊接。关于大厚度不锈钢复合管护栏制造的高压容器,施焊过程中先焊内部不锈钢复合层,再焊一层铁素体过渡层终用低合金钢焊条填满底层焊缝。根据作业条件选用结构材料时,应使奥氏体焊缝与珠光体钢熔合区中的扩散层降低到小程度,这关于高温和有腐蚀介质中作业的构件和焊后需求进行回火处理大型构件来说尤其重要。操作时要注意维护非焊接部位复层外表,防止电弧划伤,底层焊缝要为过渡层留出合适的深度,一般距复层约2mm.


鑫海达金属制品有限公司成立多年以来,始终秉承“诚信为本、服务至上”的宗旨,公司所有 河北秦皇岛镀锌喷塑防撞栏产品用料精良,通过服务获得客户的满意; 提高客户对 河北秦皇岛镀锌喷塑防撞栏的信赖。 近年来,企业发展突飞猛进,生产规模迅速扩大, 河北秦皇岛镀锌喷塑防撞栏产品质量稳步提高,各项管理逐步规范,销售额逐年猛增。我们愿以完善的质量体系, 勇于开拓、高信誉与各地区的客商携手合作,开创美好未来!


