
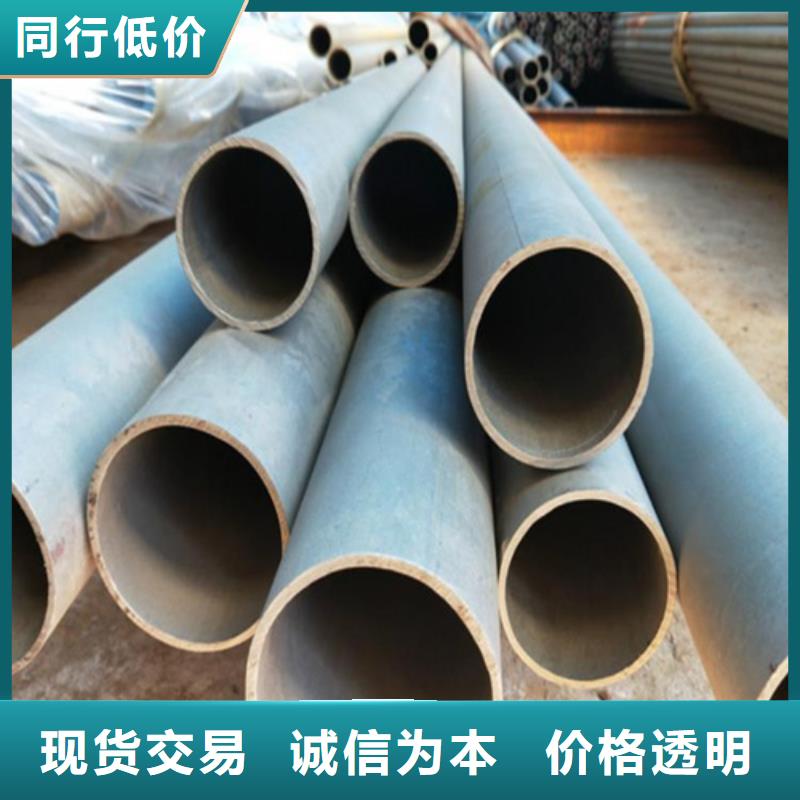

简约而不简单,我们的镇江20号流体无缝管喷砂防锈漆加工实体大厂产品视频将用直观的方式展示产品的核心价值。
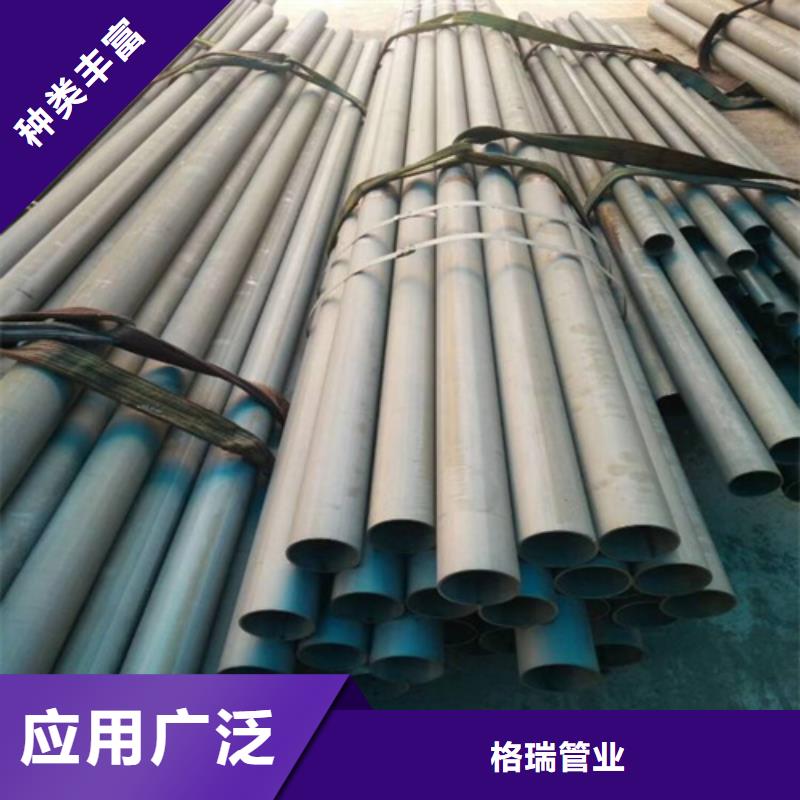
以下是:镇江20号流体无缝管喷砂防锈漆加工实体大厂的图文介绍

自成立以来,格瑞管业有限公司一直专注于【江西酸洗钝化无缝钢管】的品牌形象。经过市场的多年积淀,公司在【江西酸洗钝化无缝钢管】产品研发方面取得了大量成果,在生产工艺、质量控制、销售服务等方面获得了很大进步。目前,我们已成为自主创新的典型企业,受到广泛认可,赢得了较高声誉。
我们实施严格的质量管理体系,每项【江西酸洗钝化无缝钢管】工作从细节开始、分工明确、率生产、服务全球。目前客户已超过500多家,遍及国内所有省份。


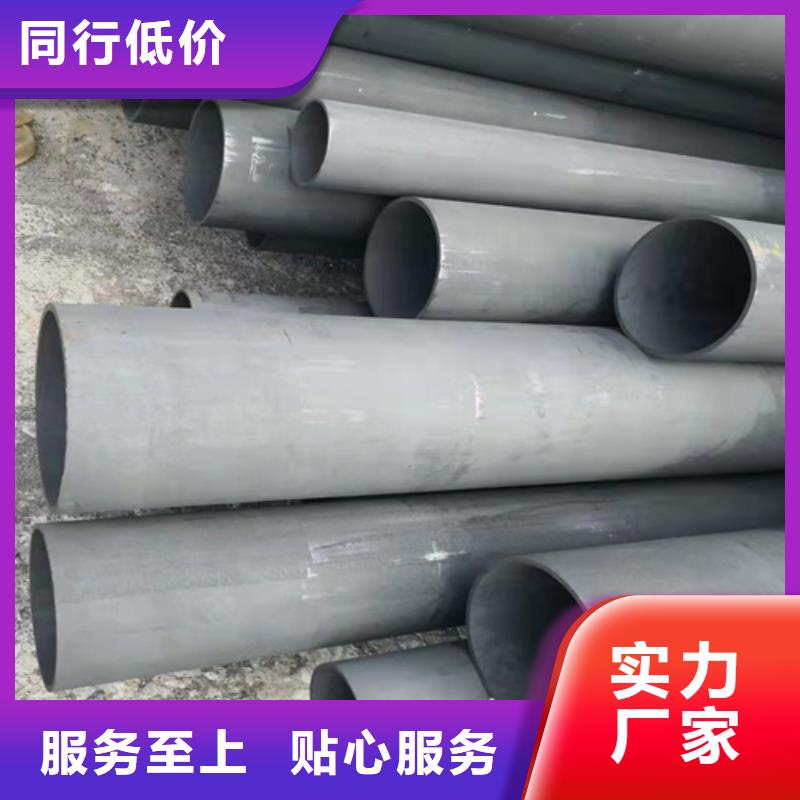
酸洗钝化钢管的酸洗磷化,钝化的知识什么是腐蚀?腐蚀是一种电化学变化过程,酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂-山东聊城格瑞管业有限公司酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂-山东聊城格瑞管业有限公司酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂-山东聊城格瑞管业有限公司酸洗钝化无缝管的几种处理方法未经处理的金属表面存在少量电离子,酸洗无缝钢管这些电离子会由高电位区(阴极)向低电位区(阳极)移动,因此产生电流。在此电流的作用下会加速对金属破坏性的攻击而在金属电位薄弱的部位产生腐蚀,酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂。



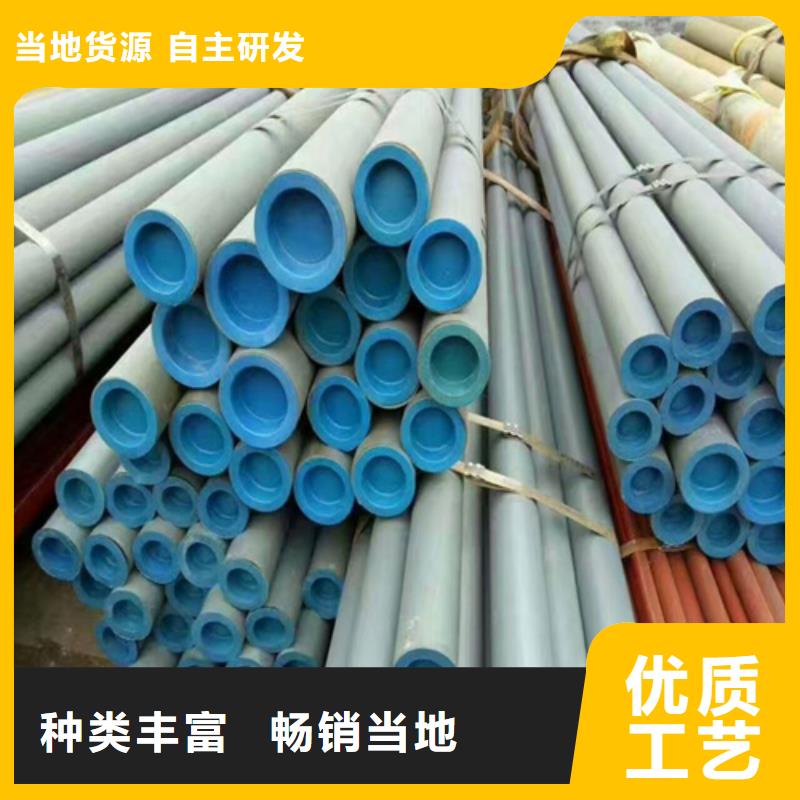
酸洗钝化无缝钢管-制冷专用酸洗钝化处置的惯例工艺进程为确保酸洗钝化质量,酸洗钝化起首需思索采用酸洗钝化液浸泡的方法,在不方便于采用液体浸泡的状况下,才思索用涂刷酸洗钝化膏的方法,但不宜运用涂刷酸洗钝化液的方法。当采用酸洗钝化液浸泡的方法时,需按期对浸泡液进行测试和化验酸洗钝化的常规工艺过程如下:→酸 洗→ 冲 洗→ 钝 化(池 洗)→预处理→→酸洗钝化(二合一)液(池洗)→冲洗→后处理→酸洗钝化(二合一)膏(池洗)→] 主要特点1产品使用及管理简单。无需人员。2钝化效果好,可做为产品的中短期库存。3使用寿命高、常温使用,耗量少,管理简单。4环保性能好,无铬离子等重度污染难以处理的成分。


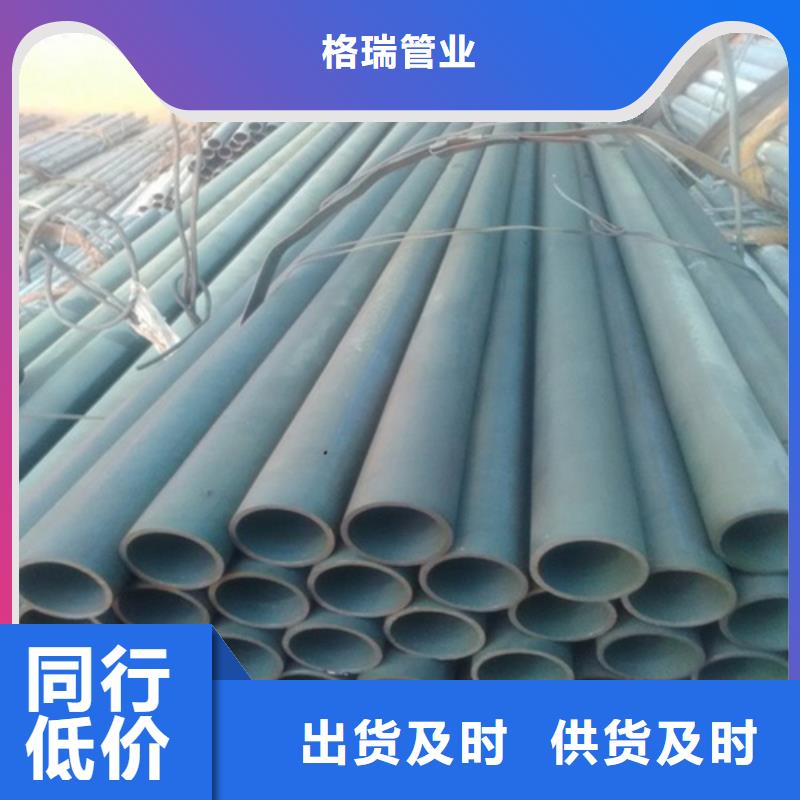
酸洗钝化无缝钢管1)脱脂。脱脂液配方为:(NaOH)=9%~10%;(Na3PO4)=3%;(NaHCO3)=1.3%;(Na2SO3 )=2%;其余为水。操作工艺要求为:液体温度70~80℃,浸泡4h。 (2)水冲。压力为0.8MPa的洁净水冲干净。 (3)酸洗。酸洗液配方为:HCl为13%~14%;缓蚀剂为1%;其余为水。操作工艺要求为:常温浸泡1.5~2h。 (4)水冲。用压力为0.8MPa的洁净水冲干净。 (5)二次酸洗。酸洗液配方同上。操作工艺要求为:常温浸泡5min。 (6)中和。中和液配方为:NH4OH稀释至pH值为10~11的溶液。操作工艺要求为:常温浸泡2min。 (7)钝化。钝化液配方为:钝化剂为8%~10%;NH4OH为2%;其余为水。操作工艺要求为:常温浸泡5min。 (8)水冲。用压力为0.8MPa的净化水冲净为止。 (9)快速干燥。用蒸汽、过热蒸汽或热风吹干 (10)封管口。用塑料管堵或多层塑料布捆扎牢固。 如按以上方法处理的无缝钢管,管内清洁、管壁光亮,可保持2个月左右不锈蚀;若保存好,还可以延长时间。

