




亚温区间淬火是改善钢板韧塑性能的有效手段。为此,深入研究了亚温热处理对实验钢显微组织与力学性能的影响。研究结果表明:实验钢以热轧态的铁素体、珠光体及粒状贝氏体组织为前躯体进行780℃的亚温淬火并回火处理后,大块状铁素体的存在易导致终组织的冲击韧性恶化,如-40℃冲击功仅为59J亚温热处理前,进行一次常规淬火,使前驱组织调整为板条马氏体,终形成了更加细小的马氏体和以条状形态在马氏体之间呈平行趋势分布的铁素体两相混合组织,-40℃冲击功高达253J5针对中厚板淬火过程的组织性能控制需要,通过建立淬火钢板的热传导控制方程,分析研究了不同厚度钢板淬火过程的冷却速度和淬硬层深度计算方法。通过分析淬火工艺参数如流量参数、辊缝值、钢板运行速度等对板形控制的影响,开发出辊式淬火机高平直度板形控制技术。淬火工艺自动化系统的建立是实现石油裂化管批量化大规模工业生产的重要条件,为Q690钢的工业试制奠定了基础。6基于本论文研究成果,已在国内某钢厂成功开发出石油裂化管,产品合格率达到99.57%,力学性能、板形、焊接等性能优良,满足工程机械、矿山机械及港口机械等产品的设计及使用要求。石油管呈现出良好的性能潜力,为工业批量化生产奠定了基础。


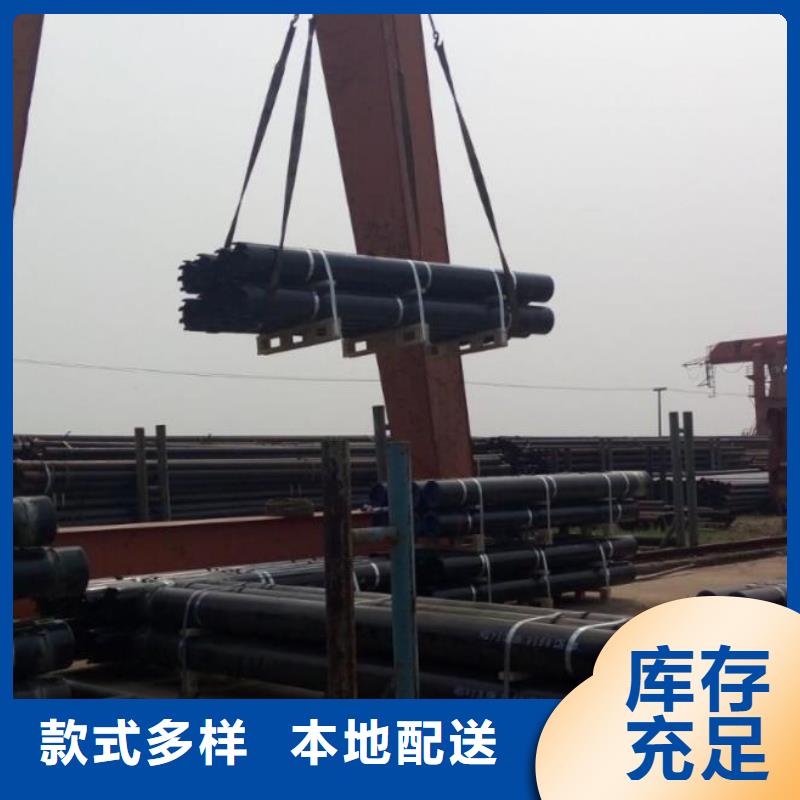
热轧无缝钢管石油管原材料的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管石油管原材料在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
从经济效益上考虑,在满足工程设计要求的同时,尽可能降低成本,却往往容易形成选用的管件总体上出现少量多品种的结果,从而不利于现场施工材料的管理、调控以及设计变更需要的材料代用等。 因此,管件的选用,应综合性和经济性,尽可能减少管件的品种为宜。此外,现场施工的条件、施工的水平,管件的采购周期等因素,也应在管件选用中引起必要的重视。具体情况下,也应考虑采用加强管接头、斜接弯管以及小口径管子的现场弯曲加工等的可能性。
继续推进高强钢筋、高性能电工钢、船舶和海工用钢的推广应用,促进标准制修订,推动船用钢材加工配送。推动解决国产高端耐磨钢等钢材产品推广过程中遇到的政策障碍及市场瓶颈问题。厚壁钢管



历史经验表明,每次危机过后,都会出现大的利益调整,大的格局变动。而每一次大的外部冲击,都会演化为中国经济迈上新台阶的促动力。预计,未来3-5年,中国石化行业将迎来新一轮的大发展。未来时期内,石化产业增长速度将与国民经济总体发展速度相协调,增加值年均增长15%左右,到2011年增加值达到1.75万亿元,产业结构和布局调整基本达成,工业增加值增速达到20%,石化行业将进入新一轮产业发展周期。



以匠心致初心,秉承着责任与使命,江海龙钢铁 有限公司恪守“信誉是根本,质量是生命”的经营理念,以诚实、守信、稳健态度,创新 广东汕尾石油套管产品研发,严把质量关口,用一颗真诚、感恩之心对待每一位客户。


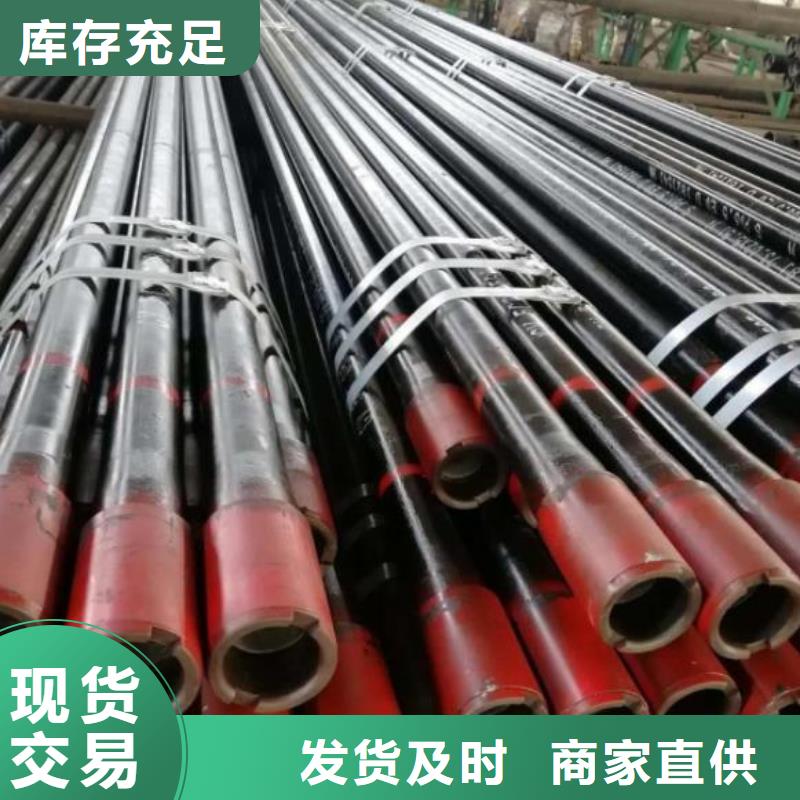
石油工业是大量使用石油管的工业,石油管在石油工业中占很重要的地位:石油管用量大、花钱多,节约开支、降低成本的潜力巨大。油井管的消耗量可按每年钻井尺量推算。根据我国具体情况,大体上每钻进1m需要油井管62kg,其中套管48kg,油管10kg。钻杆3kg,钻铤0.5kg;2、石油管的力学和环境行为对石油工业采用先进工艺和增产增效有着重要的影响;3、石油管失效损失巨大,其可靠性和使用寿命对石油工业关系重大。


