


想知道定做气缸珩磨管的经销商产品的独特魅力吗?我们为您准备的视频将带您亲身体验,让您感受到产品的无限魅力。
以下是:定做气缸珩磨管的经销商的图文介绍



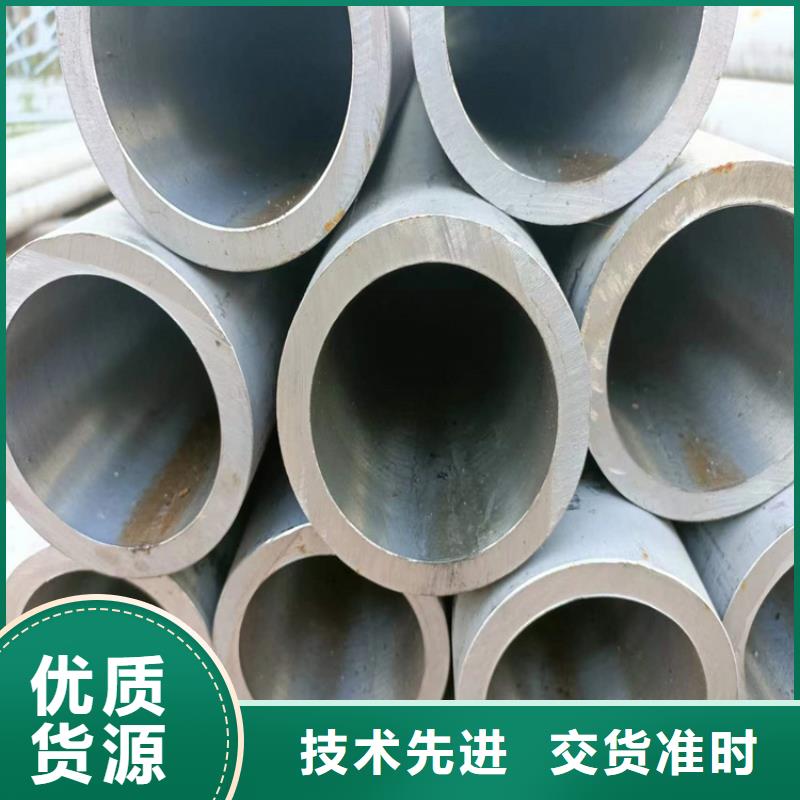
珩磨管油缸管绗磨管相关参数: 可生产规格内径≥20mm,单支长度12米以内,直线度0.2~0.5mm/m,内径公差≤0.1mm,内孔粗糙度0.2~1.6μm。 珩磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。 珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。 近年来应用塑料(金刚砂)混合压制成的珩磨工,根据不同用途可压制各种形状,使珩磨不仅能用于加工内孔,并能加工外圆、平面、球面及各种特形表面,如外圆表面化的珩磨工具为柱形珩轮,齿轮的珩磨工具为磨料齿轮。 滚压管

珩磨管油缸管绗磨管钢材不同,珩磨管淬火裂纹发生的几率也不同。一般说,钢材含碳量越高或Cr、Mo含量越高,越容易发生淬裂。下图表示水淬时淬裂倾向与钢的化学成分的关系。图中所示指数的负值越高,即为淬裂倾向越大。由于各种钢材的淬裂倾向不同,在设计零件时应根据性能要求,根据淬透性和脆硬性,从工艺和经济等角度综合分析和选择钢材。化学成分与淬裂的关系(水淬)3.2 珩磨管淬火零部件 机械零件的设计往往主要考虑材料的力学性能而忽略热处理工艺性能。有些零件从材料强度上看可能很合理,但从热处理工艺角度分析,其形状尺寸可能是不适当的。为了防止零件在珩磨管淬火急冷中开裂,应设法使其均热均冷,均缩均胀。为此,在零件设计中要注意两点:(1)断面要均匀;(2)没有缺口效应。良好的设计要求截面厚度均匀、形状对称、平滑过渡和加开工艺孔。对于形状复杂、尺寸较大(大于400mm)的大型凹模及薄而长的凸模,应采用分离镶拼结构,变繁为简,化大为小,变模具内表面为外表面,既便于冷热加工,又可以有效降低淬裂倾向,提高产品合格率。滚压管


