



图文介绍虽好,但视频更能展现不锈钢复合管护栏不锈钢复合管护栏
产品性能产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
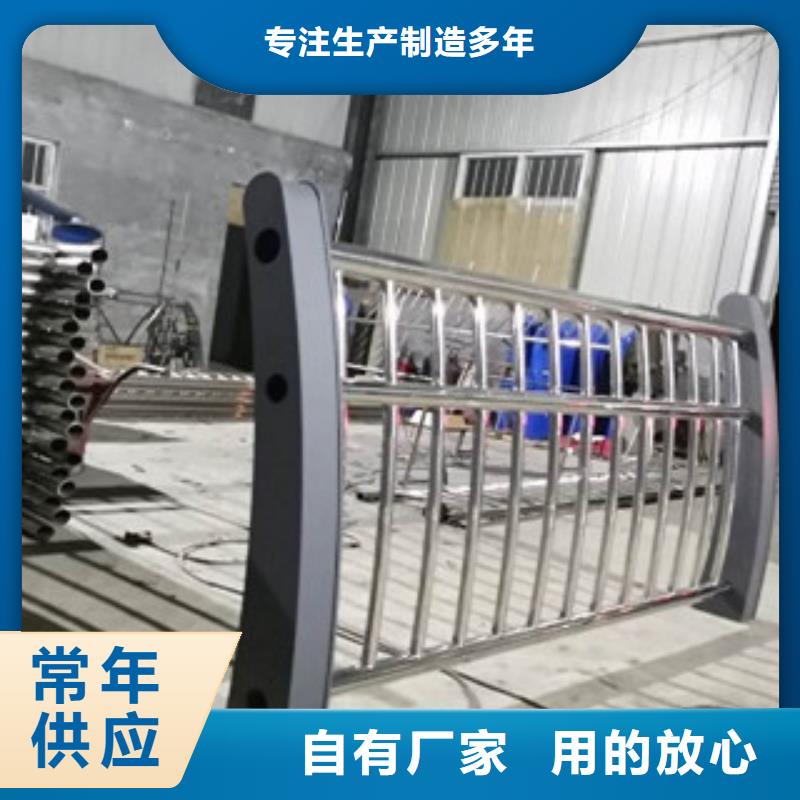
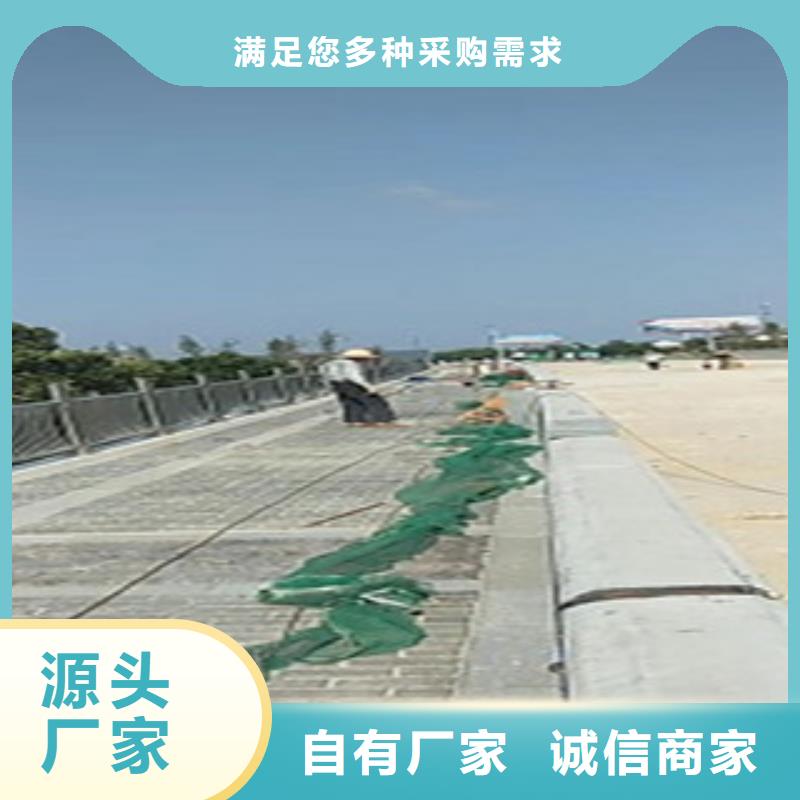
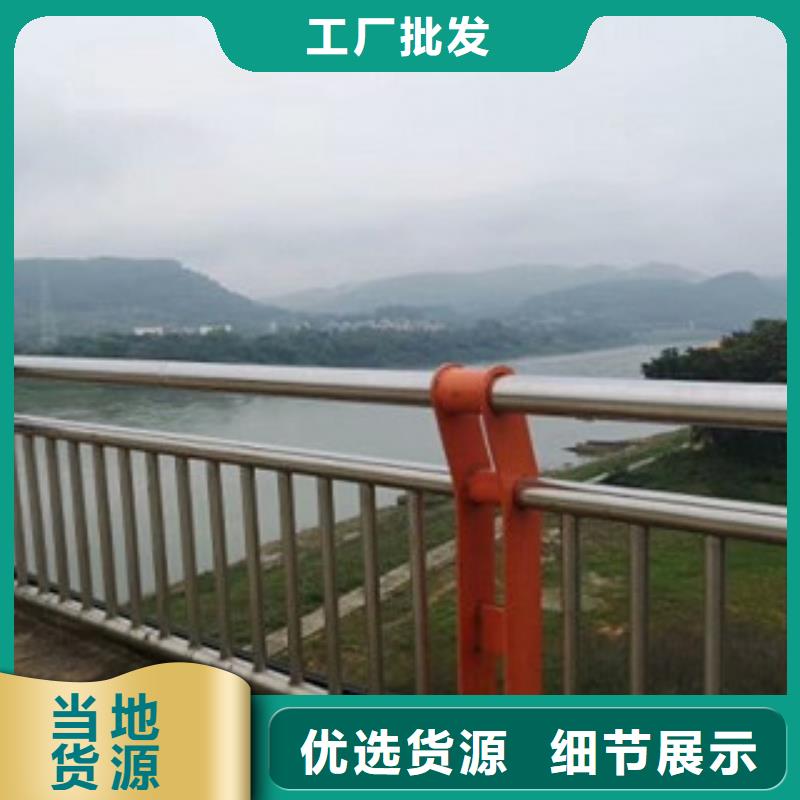
以下是:不锈钢复合管护栏不锈钢复合管护栏
产品性能的图文介绍


俊邦金属材料有限公司恪守以人为本、尊重知识、尊重个性的管理理念;倡导创新精神和团队合作精神;实施科技为本、发展实业的经营战略;坚持诚实信用、互利互惠的经营原则;树立企业在 湖北恩施桥梁防撞护栏竞争中生存,在竞争中发展的市场意识。



不锈钢复合管:外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢无异。综合来看,受产量增加、出口下降影响,一季度国内不锈钢焊管市场资源供应同比大幅增长,供应压力有所加大。当前国内不锈钢厂利润维持高位,不锈钢厂开工率继续上升,4月份粗钢日均产量有再创新高的可能。
不过,近期国内不锈钢焊管去产能及环保治理政策再次密集发力,5月份地条钢清理专项督查将在全国开展、一带一路会议期间京津冀地区不锈钢厂将面临环保限产,以及第三批中央环境保护督察工作启动等,或将阶段性对国内不锈钢焊管供应形成一定影响。



内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。

