



金立恒金属制品有限公司在多年的实践中,积累了丰富的市场经验。公司从 湖南湘西镀锌喷塑防撞栏产品出售到售后服务,进行层层把关。为客户提供放心 湖南湘西镀锌喷塑防撞栏产品,公司坚持,以人为本,品质为先,持续改进的企业发展观。欢迎新老客户前来洽谈。

桥梁护栏要求 .
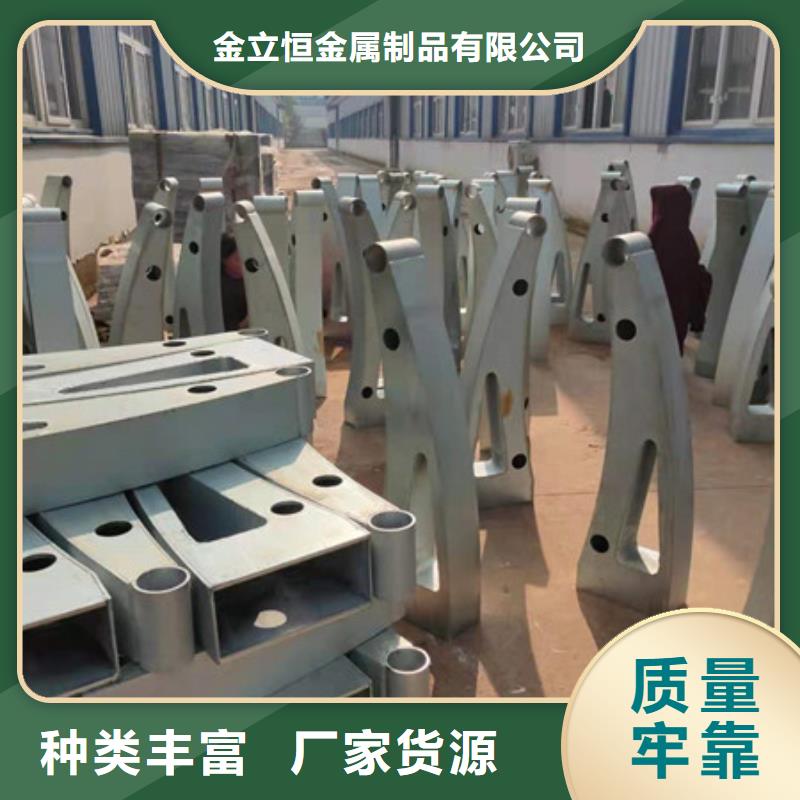
(1) 采用无机复合型混凝土桥梁组合栏杆,每2米为一榀,分别由立柱、扶手、托梁、栏片组成。
(2) 立柱截面尺寸为120㎜×120㎜,高度分为1180㎜
(3) 扶手与立柱处连接,端部预留钢筋,立柱顶部设置扶手卡槽
(4) 立柱与桥梁遮板通过预埋钢板连接,立柱下采用预埋Q235钢板,厚10㎜。
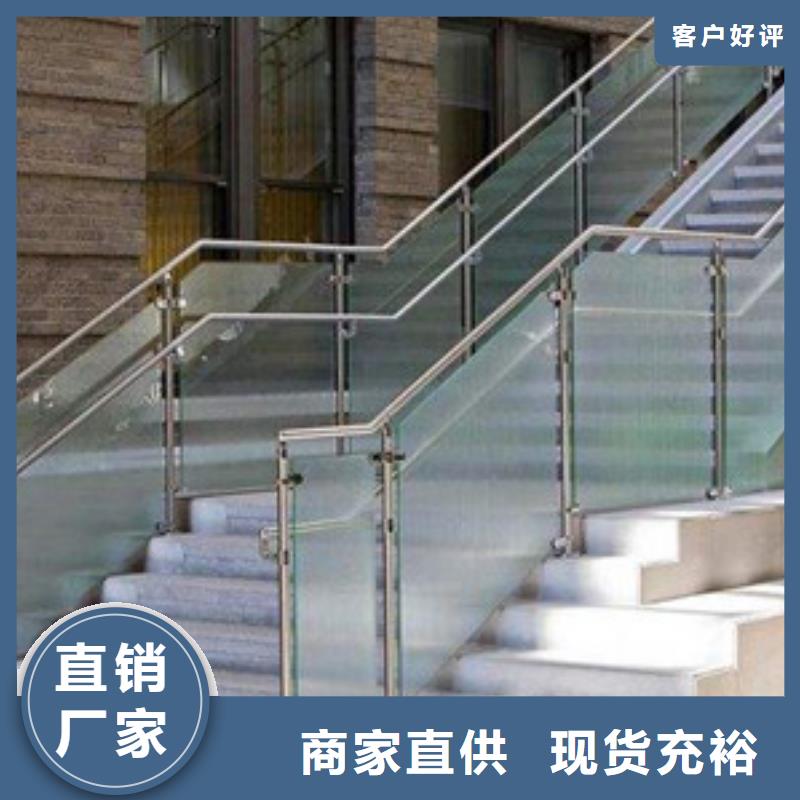
桥梁护栏的类型是有很多的,除按设置位置划分外,还可按构造特征、防撞性能等划分。按构造特征可分为梁柱式(金属钢制和混凝土)护栏、钢筋混凝土墙式扩栏和组合式桥梁护栏;按防撞性能可分为刚性护栏、半刚性护栏和柔性护栏。按设置位置可分为桥侧护栏、桥梁中间分隔带护栏和人行、车道分界处护栏。
桥梁护栏的生产工艺可以分为二种:
一种是纯手工生产的艺术气息浓厚的工艺。这种生产工艺一般是针对一些艺术气息非常厚重的藤状桥梁护栏而选择的一种工艺。这种工艺生产的栏杆护栏没有固定的规律款式尺寸。无法通过固定的款式尺寸的模具进行生产。
另一种就是生产工艺就是通过模具进行批量生产了。这种工艺是半手工生产的工艺,这种工艺针对的是固定的款式尺寸的桥梁护栏进行生产的工艺。


不锈钢复合管的焊接要点及注意事项
1.应采用具有垂直外部特性的电源,DC应采用正极性(焊丝连接负极)。
2.桥梁防撞护栏采用氩弧焊焊接,具有焊缝成形美观、焊接变形小的特点。
3.保护气体是纯度为99%的氩气。当焊接电流为50-50 A时,氩气流速为8-0 L/min,当电流为50-250 A时,氩气流速为2-5 L/min。
4.钨电极从气体喷嘴伸出的长度好为4-5~6mm,在角焊等屏蔽不良的地方为2-3 mm,在深槽的地方为5-6 mm,从喷嘴到工件的距离一般不超过5mm。
5.为了防止焊接气孔、任何铁锈、油污等的发生。焊接上的零件必须清理干净。
6.焊接普通钢时,焊接电弧长度宜为2 ~ 4毫米,焊接不锈钢时,焊接电弧长度宜为3毫米。如果太长,保护效果不好。
7.打底时,为了防止底部焊道的背面被氧化,背面也需要用气体保护。
8.为了用氩气很好地保护焊池,便于焊接操作,钨极中心线与焊接位置的工件一般应保持80 ~ 85度角,填充丝与工件表面的夹角应尽可能小,一般为0度左右。
9.防风和通风。有风的地方,请采取措施堵塞网,并在室内采取适当的通风措施。



道路防撞护栏钢质和轧制过程通过一系列连续的孔型变形,孔型是由一对(或更多)轧辊车出的槽组成。钢带(轧件)通过孔型变形为一定的形状。成型为管筒状。对于这一个系列的孔型形状和尺寸的选择、计算和确定,并终绘制成轧辊图的整个过程叫做孔型设计。
对焊管轧辊孔型设计的基本要求是1以少的道次(即短的变形区长度)完成整个成型变形过程;2成型时产生的边缘延伸尽可能小,不致产生鼓包和褶皱;3边缘得到充分的变形,管筒对缝处没有尖嘴形;4钢带在孔型中成型稳定;5变形均匀,轧辊磨损小且均匀;6能量消耗小;7能保证焊管尺寸规格和表面质量符合标准要求;8轧辊加工方便,制造容易,孔型设计能与加加工相结合;9孔型设计具有规范化和标准化特点,能适合同种类型机组的同种规格产品;10能利用电子计算机进行辅助设计(CA D分层是由钢锭的缩孔缺陷造成的有缩孔的钢锭轧成钢带后断面中间形成分层。宽板卷的内部分层经纵剪后在带钢边缘部可以暴露出来,但也不容易发现。分层缺陷在成型焊接过程中会明显暴露出来,造成纵向大裂缝,甚至不能焊接。用超声波探伤可以检查出分层缺陷。影响道路防撞护栏质量的因素有两大类:钢质和轧制过程诸因素。



