

【全新视界!】
45#六角管厂家直销产品视频,带你领略产品新风尚!
以下是:
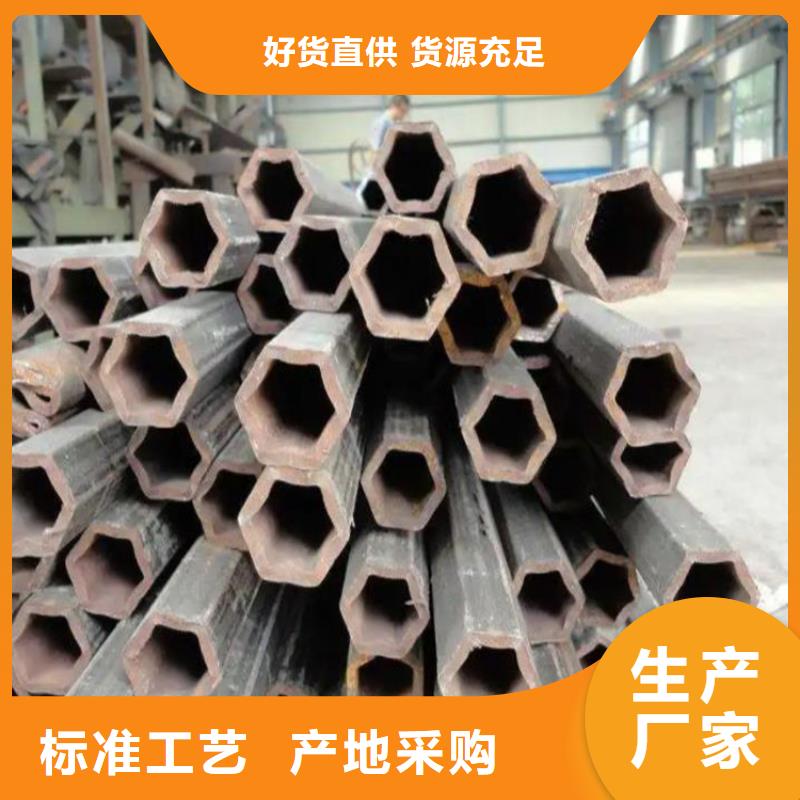
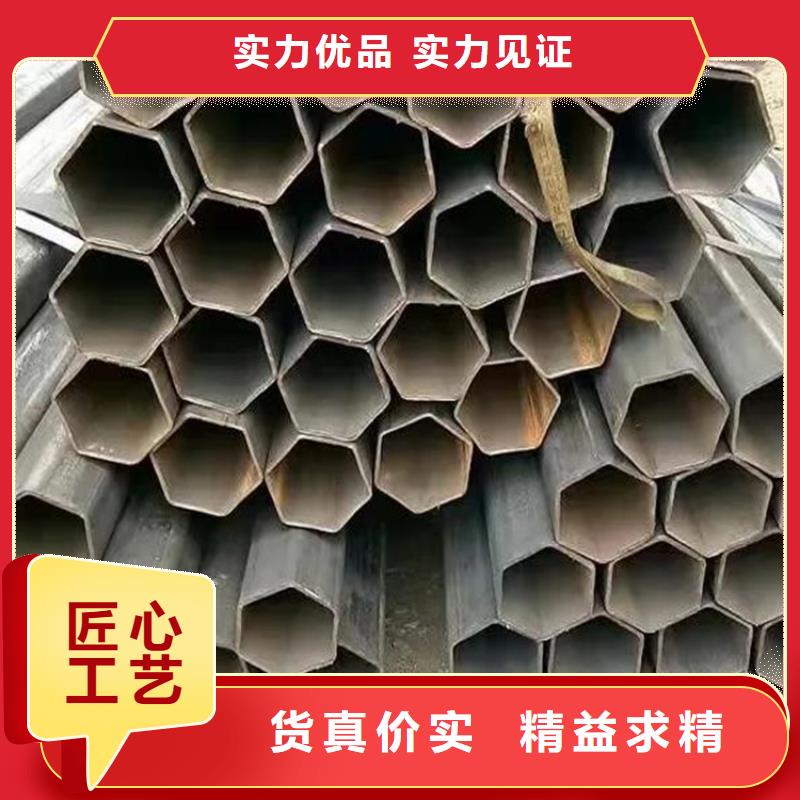
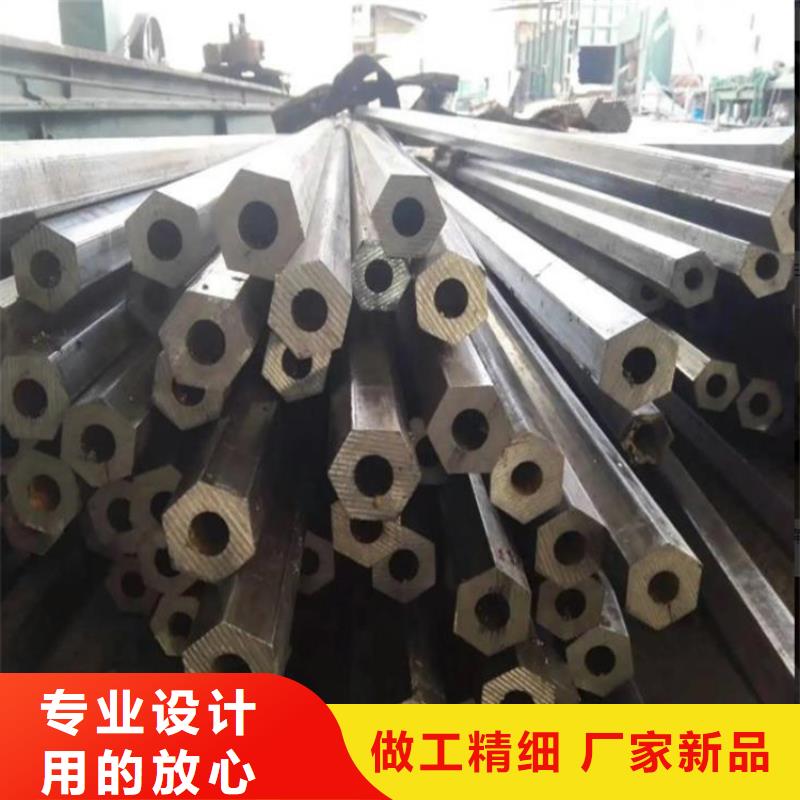
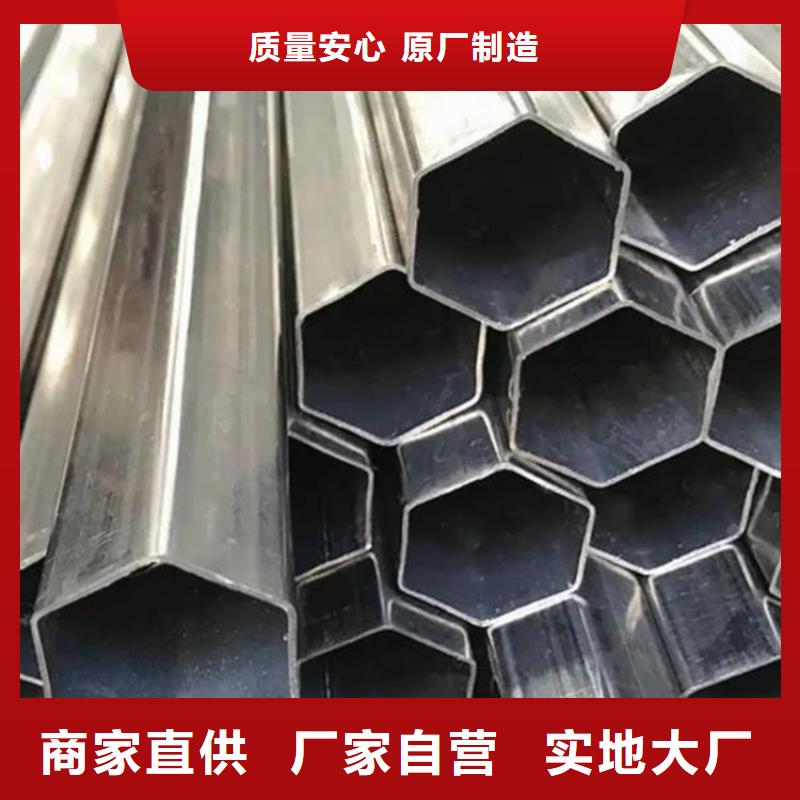
45#六角管厂家直销的图文介绍


六角管的亮度决定着其品质的高低。这其中的影响因素较多,今天我们先来说说需要注意的五点退火因素: 1、退火气氛 六角钢管退火一般都是采用纯氢作为退火气氛,如果气氛中另一部分是惰性气体的话,纯度也可以低一点,但是不能含有过多氧气、水汽; 2、保护气压力 为了防止出现微漏,炉内保护气应保持一定的正压,如果是氢气保护气,一般要求20kBar以上; 3、退火温度 六角管热处理一般是采取固溶热处理,温度范围为1040~1120℃。你也可以通过退火炉观察孔观察,退火区的六角钢管应为白炽状态,但没出现软化; 4、炉内水汽 一方面检查炉体材料是否干燥,初次装炉,炉体材料必须要烘干。二是进炉的不锈钢管是否残留过多水渍,特别是异型管上面有孔的话,千万别漏水进去了,要不然就把炉子气氛全破坏了; 5、炉体密封性 光亮退火炉应是封闭的,与外界空气隔绝。采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气。其中容易跑气的地方是退火炉进异型管和出异型管的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。



金帝钢管有限公司成立与2005年,厂家通过多年积累,技术力量雄厚,【云南西双版纳热轧无缝钢管】产品质量实行层层把关,加工检测设备齐全先进,各种【云南西双版纳热轧无缝钢管】产品质量已得到全国行业用户的认可好评。


不锈钢无缝管六角管焊接细节,您准备需要注意哪些吗? 以前的焊接方法是锻造金属焊接,这已经被铁匠使用了数百年。一些早的现 代焊接技术出现在19世纪末,先是电弧焊和氧燃料气焊,后是电阻焊。20世纪初, 随着一次和二次世界大战的爆发,不锈钢无缝管需要大量廉价可靠的军用设备连 接方法,推动了焊接技术的发展。如今,随着焊接机器人在工业应用中的广泛应 用,研究人员仍在深入研究焊接的本质,并不断开发新的焊接方法,进一步提高 焊接效果。



六角管厚壁管生产制造在加工工艺上存有一系列的艰难。比如对接焊品质不稳定,非常容易搭焊导致一系列艰难,非常容易造成波浪纹和起包。电焊焊接不稳定,非常容易搭焊。飞锯断开时非常容易造成创口形变。六角钢管在运送和拨料时非常容易造成压坑、形变这些。而在其中的重要则是成形起包。造成成形起包的缘故则是边沿拓宽。 六角钢管闪亮焊的关键特点是有火苗持续爆发的状况。夹持在对机轴杆上的热轧带钢首尾在电流量接入后,即被移近,相互之间触碰。先触碰的一部分电限非常大,电焊焊接电流量把点接触以及相邻地区的金属材料迅速加温到熔融溫度,使热轧带钢首尾触碰一部分产生形状记忆合金构造柱,持续的快速加温使构造柱处形状记忆合金加温至拂点,展现金属材料蒸气。 当六角钢管金属材料蒸气的工作压力超过形状记忆合金的界面张力时;构造柱产生工程,因此展现出强烈的火苗,产生闪亮。轴杆的持续挨近,使火苗在电焊焊接全过程中持续迈进,直到终断电流量才行,这就是火苗造成的缘故。



