

想要一睹直缝管厚壁钢管厂家直销供货稳定产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
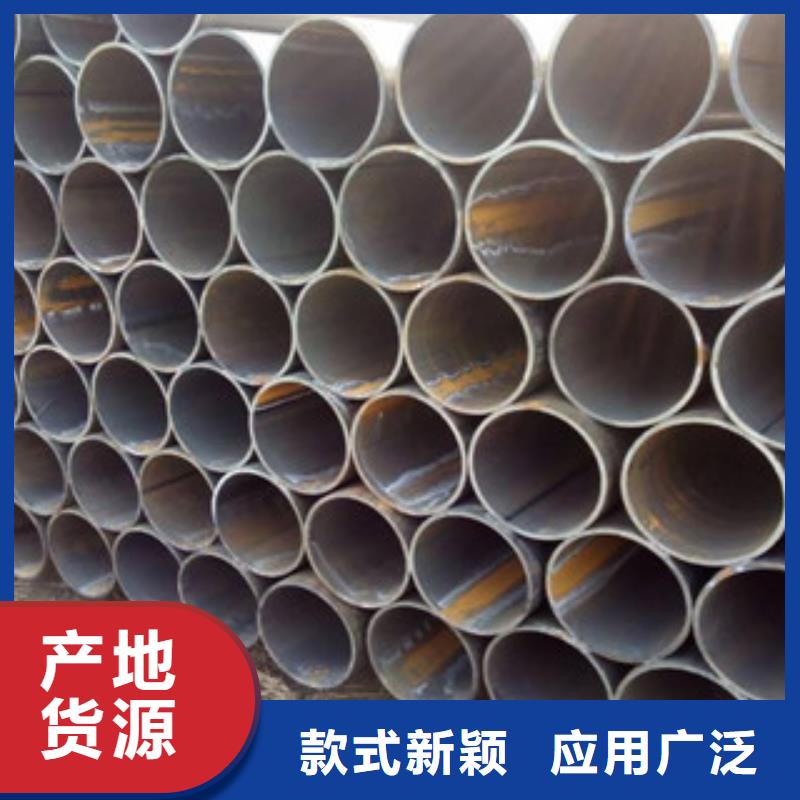
以下是:直缝管厚壁钢管厂家直销供货稳定的图文介绍


连续扭转成型工艺采用芯棒扭转成型,是用卷制法将平整的钢板通过一个纵向夹钳夹住及三辊卷板,加工成较长节段的圆管筒。卷板成型机由三辊组成,上辊为成型辊,固定着纵向夹钳,为主动辊,其直径大小需按生产规格而变换。下辊为两个从动辊,其直径一定,位置固定,不随生产钢管规格而变动,起着限位、固定、支撑等作用。连续扭转生产线由于本身具有更换规格快而简单,品种灵活,产品规格范围大,可生产规格范围内的任意直径尺寸的钢管等特点。但在生产不同直径和壁厚尺寸组合的钢管时,需要很多成型芯辊,造价较大,并且小直径、大长度的焊管成型精度较差,防偏装置接触处的质量得不到有效的控制。



一直以来,钢兴钢管 有限公司的 广西北海45#大小口径厚薄壁产品以其卓越的品质和完善的售后服务体系,为用户实现效益大化。公司 广西北海45#大小口径厚薄壁产品不仅在国内具有较大的市场占有率,而且已与国际很多企业建立了长期合作关系。


直缝埋弧焊管以其性能优、尺寸精度高等特点,适用于自然条件恶劣的三、四类地区。目前,国产直缝焊管的焊缝余高普遍偏高,对钢管生产、使用造成不利影响。因此,研究如何降低焊缝余高,对控制焊缝质量,降低生产成本、焊管后期使用中的隐患等具有一定的现实意义。
焊缝余高控制不当,造成的不利影响具体表现为以下几个方面:①焊缝余高过高会加大焊接材料的消耗,增加人工修磨成本。焊接时,焊接材料用于填充坡口及形成焊缝余高,壁厚越薄,则坡口尺寸越小,焊缝余高所占填充金属的比例就越大。对壁厚10 mm以下的钢管,余高所占焊缝金属填充材料的比例在70%以上,降低焊缝余高可大幅度节约焊接材料,节约人工修磨成本;②焊缝余高过高会增加防腐成本,降低防腐质量。过高的焊缝余高使防腐层在焊缝顶部明显减薄,不仅大幅度增加了防腐涂料的消耗量,并且降低了焊缝附近防腐层的附着性,管线服役中易产生剥离;③焊缝余高过高会增加钢管的质量隐患。焊趾是钢管应力、应变集中及组织弱化区,焊缝余高过大,增大了焊趾处的应力集中系数,易诱发径向裂纹等缺陷。由于无损检测条件的限制,当焊趾处几何形状不规则时,容易使浅表层的扩径裂纹被漏检,对钢管的后期使用带来隐患。
焊缝余高控制不当,造成的不利影响具体表现为以下几个方面:①焊缝余高过高会加大焊接材料的消耗,增加人工修磨成本。焊接时,焊接材料用于填充坡口及形成焊缝余高,壁厚越薄,则坡口尺寸越小,焊缝余高所占填充金属的比例就越大。对壁厚10 mm以下的钢管,余高所占焊缝金属填充材料的比例在70%以上,降低焊缝余高可大幅度节约焊接材料,节约人工修磨成本;②焊缝余高过高会增加防腐成本,降低防腐质量。过高的焊缝余高使防腐层在焊缝顶部明显减薄,不仅大幅度增加了防腐涂料的消耗量,并且降低了焊缝附近防腐层的附着性,管线服役中易产生剥离;③焊缝余高过高会增加钢管的质量隐患。焊趾是钢管应力、应变集中及组织弱化区,焊缝余高过大,增大了焊趾处的应力集中系数,易诱发径向裂纹等缺陷。由于无损检测条件的限制,当焊趾处几何形状不规则时,容易使浅表层的扩径裂纹被漏检,对钢管的后期使用带来隐患。



UOE工艺:
所谓“UOE”工艺是钢板先经U成型,再经O成型和机械扩径(Expanding)它用三次液压成型得到开口的管体,再送往焊接工序。
钢板首先沿纵向将两边进行整边和倒角,在四个边角焊上定位及引焊贴片,然后送往压边机逐步沿纵向同时将两边预压成弧形,之后运往水压机上将平钢板压成U形,再运送到O成型水压机,由上下两个半圆形压模压成开口的管体。压制程序在的液压控制中进行,使开口管体有始终如一的公差精度。
UOE机组生产能力 ,产品质量好,是目前世界上生产高精度管线钢管主要的直缝埋弧焊管机组。
RBE(三辊弯板)工艺:
板边同样首先沿纵向将两边进行整边和倒角,之后平钢板在三辊弯板机上经反复滚压成圆形的开口管体,管体进入板边滚压机,同时将两边多次滚压使弧度与管径相吻合。这种成型方法,限制了成型管的厚度和生产小直径和厚壁管的可能性。
所谓“UOE”工艺是钢板先经U成型,再经O成型和机械扩径(Expanding)它用三次液压成型得到开口的管体,再送往焊接工序。
钢板首先沿纵向将两边进行整边和倒角,在四个边角焊上定位及引焊贴片,然后送往压边机逐步沿纵向同时将两边预压成弧形,之后运往水压机上将平钢板压成U形,再运送到O成型水压机,由上下两个半圆形压模压成开口的管体。压制程序在的液压控制中进行,使开口管体有始终如一的公差精度。
UOE机组生产能力 ,产品质量好,是目前世界上生产高精度管线钢管主要的直缝埋弧焊管机组。
RBE(三辊弯板)工艺:
板边同样首先沿纵向将两边进行整边和倒角,之后平钢板在三辊弯板机上经反复滚压成圆形的开口管体,管体进入板边滚压机,同时将两边多次滚压使弧度与管径相吻合。这种成型方法,限制了成型管的厚度和生产小直径和厚壁管的可能性。

