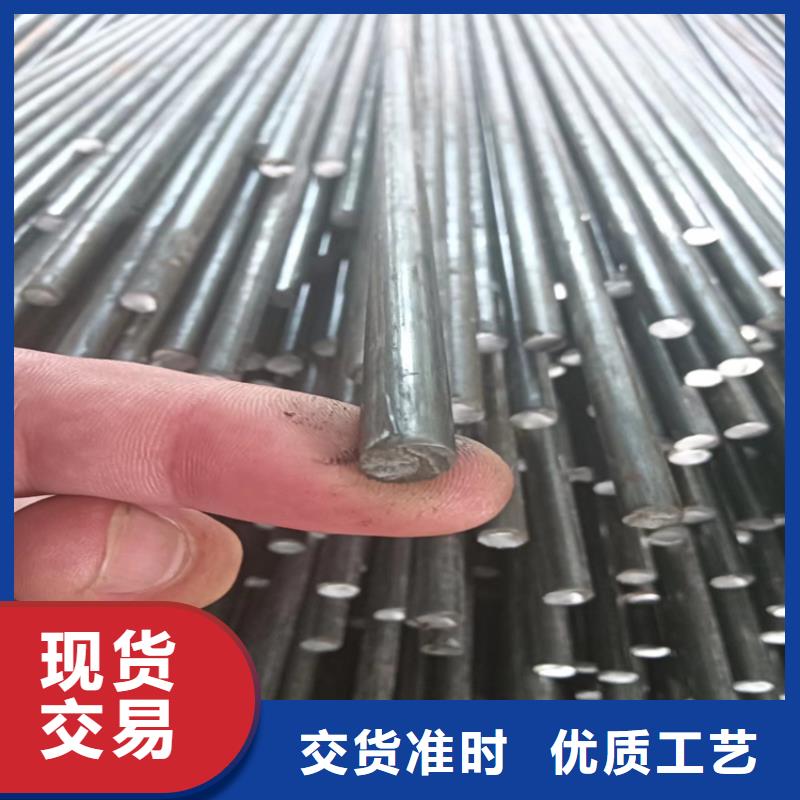

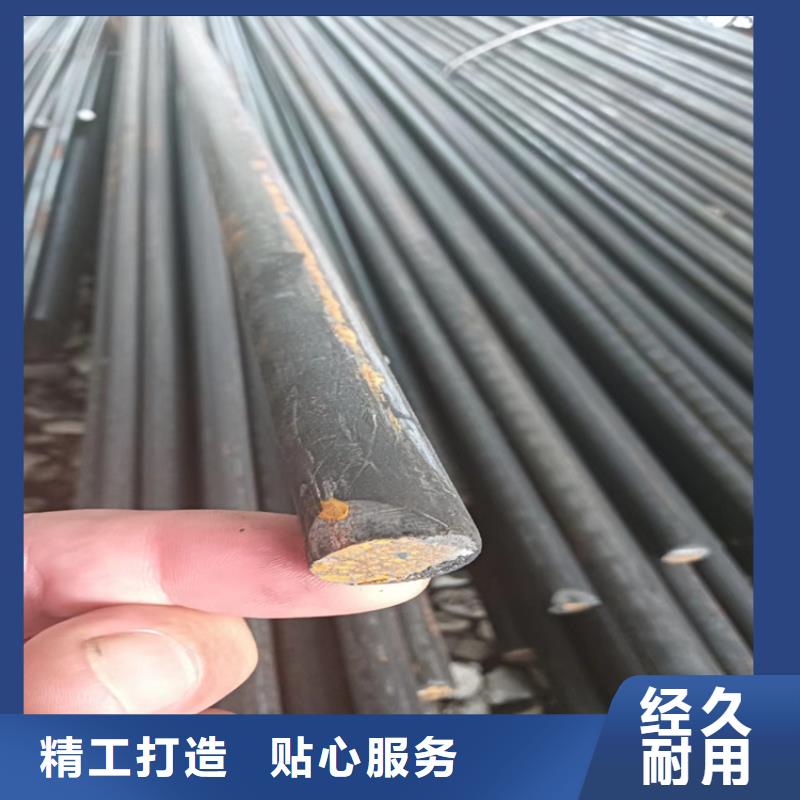
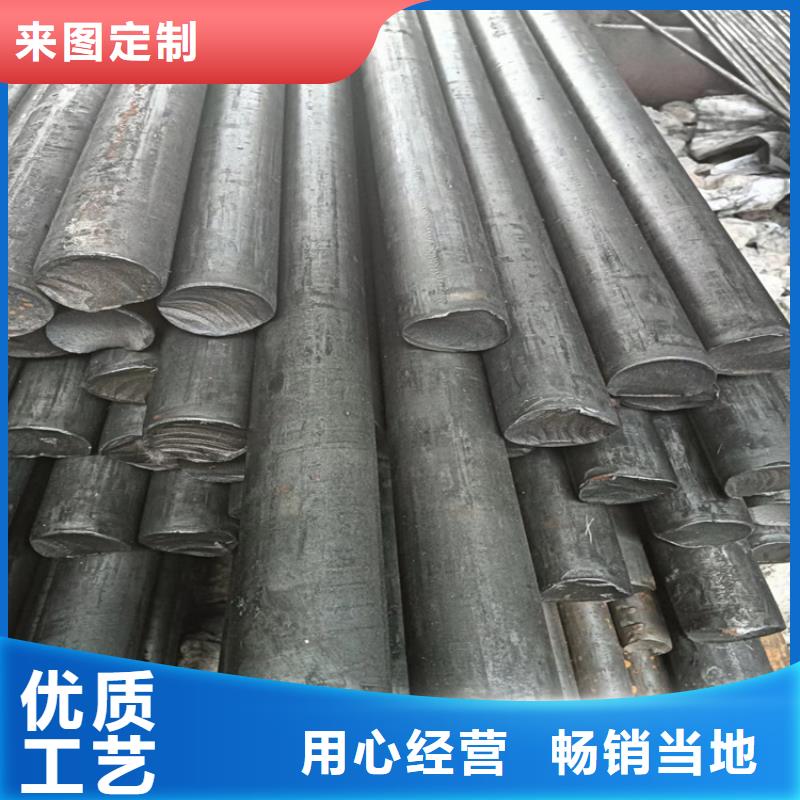

冷拔异型钢异型钢管的生产方法有冷拔、电焊、挤压、热轧等,其中冷拔法得到了比较广泛的应用。异型钢管能适应使用条件的特殊性,节约金属和提高零部件制造的劳动生产率。其广泛应用在航空、汽车、造船、矿山机械、农业机械、建筑、轻纺以及锅炉制造等方面。异型钢模板为经济断面钢管模板。 包括横断面轮廓非圆形的、等壁厚的、变壁厚的、沿长度方向变直径和变壁厚的、断面对称和不对称的等。如方形、矩形、锥形、梯形、螺旋形等。伪劣异型钢管材质含杂质多,钢的密度偏小,而且尺寸超差严重,所以在没有游标卡尺的情况下,可以对它进行称量核对。比如对于螺纹钢 20,异型钢管标准中规定****负公差为 5%,定尺9M时它的单根理论重量为 120公斤,它的**小的重量应该是:120 X(l-5%)=114公斤,称量出来单根的实际重量比114公斤小,则是伪劣钢材,原因是它负公差超过了5%。一般来说整相称量效果会更好,主要考虑到累积误差和概率论这个问题。异型钢管的规格要求应在进出口贸易合同中列明一般应包括标准的牌号(种类代号 )、钢筋的公称直径、公称重量(质量)、规定长度及上述指标的允差值等各项。我国标准推荐公称直径为8、10、12、16、20、40mm的螺旋钢管系列。供货长度分定尺和倍尺二种。我国出口螺纹钢定尺选择范围为6~12m,日本产螺纹钢定尺选择范围为3.5~10m。



冷拉异型钢时只用冷拉率或者冷拉应力控制叫单控,冷拉时冷拉率和冷拉应力同时应用,称为双控。采用单控,施工简单方便。但对于材质不均匀的T型钢,不可能逐根试验(逐根试验,费工费料,不可能这样做,有的同根T型钢冷拉率也不一 样)冷拉质量得不到保证。不同炉批的冷拉控制:对于混杂,分不清炉批的T型钢,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的T型钢,每根的冷拉率和控制应力都要符合规范规定。冷拉速度控制:要使T型钢充分变形,就要适当控制冷拉速度,一般以0.51.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2---3以后,再放松T型钢,结束冷拉,以给T型钢充分变形的时间。冷拉应力控制的情况:对于工、亚、IV级T型钢和5号钢的型钢,在冷拉后,作硕应力T型钢使用的,要用冷拉应力控制。但T型扁钢冷拉后经检查,冷拉率超过了规范规定,还要再进行机械能实验。冷拉率测定控制要求:以冷拉率控制T型钢冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批T型钢的实际冷拉率。如果T型钢强度偏高,平均的冷拉率低于1%时,在T型钢冷拉时,仍要按1%的冷拉率控制。双控方法可以避免上述问题。冷拉时,对于控制应力已经达到,冷拉率没有超过允许值的,可以认为合格。对于预应力T型钢必须采用双控方法。


