



想要知道25/35珩磨油缸筒产品如何?看视频就知道!看视频,选产品更明智!
以下是:25/35珩磨油缸筒的图文介绍


华尔网企业旺旺珩磨管绗磨管油缸管与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。



华尔网珩磨管油缸管绗磨管另外,珩磨管在工作时,会有一部分机械能转化为热能,因而需要使用者适时检查油温的改变情况。因为珩磨管的活塞初始运动较为困难,所以在运作机械时,应先让珩磨管的活塞无负荷自由运转一小部分时间。珩磨管中的主要运作介质是液油,因此要求要让液油保持干净。
珩磨管的正常工作需要人为的正常保养,在使用时,应先仔细阅读说明书,对其了解后方能使用。如何提高珩磨管的光洁度一般采用珩磨工艺获得的一种钢管称之为珩磨管。在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种就是珩磨齿轮。



安达液压机械有限公司秉承“创新理念、追求卓越、迅速改善、永续经营“的经营理念;并以“质量为先”,“顾客的满意是我们的荣誉”作为我们永远不变的质量政策;以爱护环境、回报社会、关爱雇员等社会责任为己任;把“诚信、负责、创新、团队”作为不断的追求和目标。 凭借“攀登高峰,超越自我”的精神。公司正以崭新的姿态,向 湖北恩施不锈钢油缸管产业结构化,规模化,为宗旨的现代化企业迈进。


华尔网企业旺旺珩磨管绗磨管油缸管当然,像珩磨管这样的圆管也有一定的局限性,比如在受平面弯曲的前提下,珩磨管的弱势就非常明显。可见,这种管材的应用也是有限制的,用户在选用的时候要根据要求和条件予以应用。有时候珩磨管还是一种不会燃烧的建筑材料,它还有抗震和抗弯的特性。可是,珩磨管作为建筑材料在防火方面又存在一些难以避免的缺陷,它的机械机能,如屈就点、抗拉及弹性模量等都会因为温度的升高而急剧下降。这种情况下,珩磨管就会失去原有的承载能力,发生弯曲、变形等问题,如果对此类问题不予以重视而继续使用的话,势必会造成更为严重的不良后果。所以,对珩磨管进行防火处理也是非常有必要的。方式方法有很多,比如采用采用绝热、耐火材料阻隔火焰直接灼烧珩磨管,从而降低热量的传递速度,减缓管材的局部温升和强度降低等等。借鉴这一原理,实际中用到的珩磨管防火措施也不少。



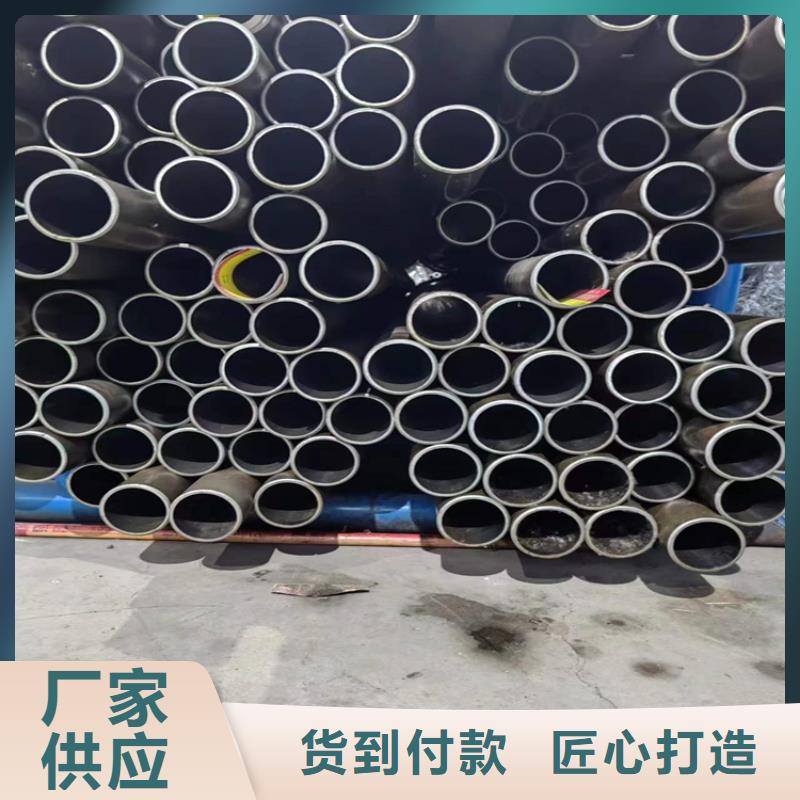
华尔网珩磨管油缸管绗磨管产品规格: 内径 40-400mm壁厚: 3-50mm
钢管材质:20# 45#,Q345B, Q345D,25Mn, 27SiMn, E355
产品标准:GB/T3639-2009, GB/T8713,EN10305-1, 002, EN10305-2, 2002, ASTM A519-2006, ASTM 513-2007, GB/T1591-2008, GB/T17396-2009.
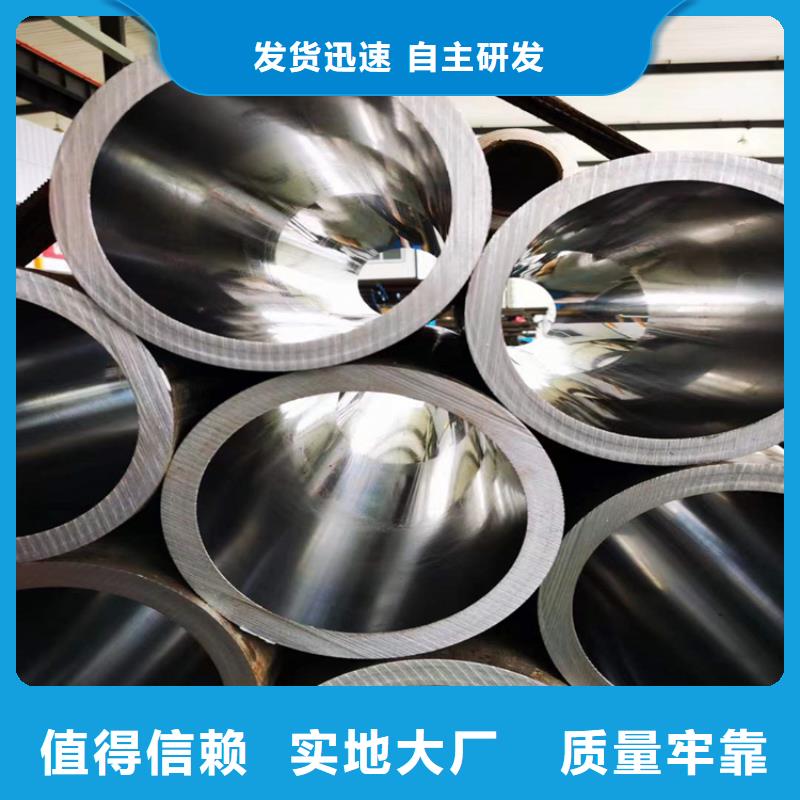
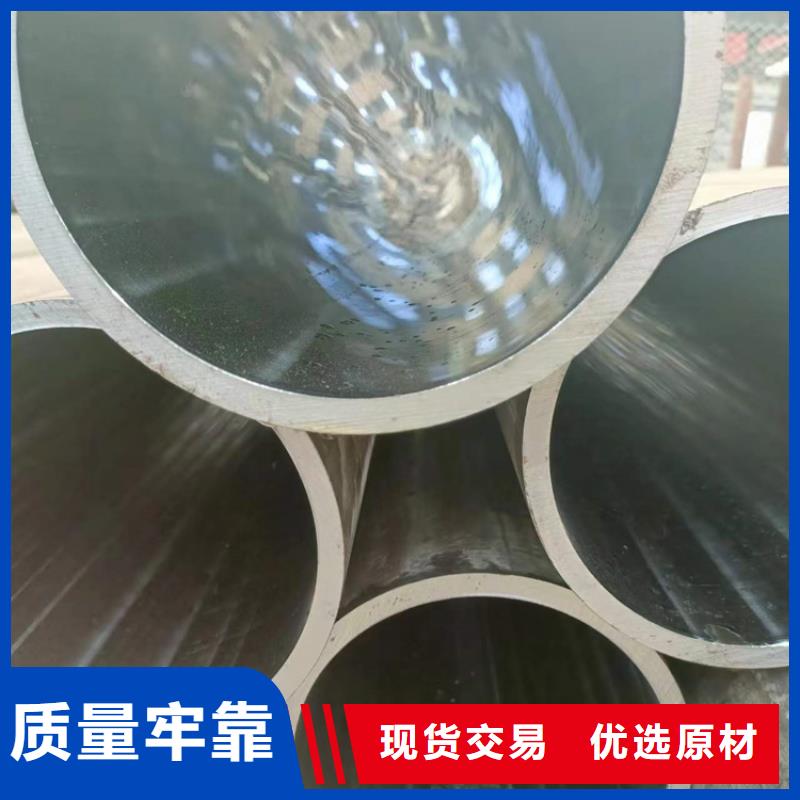
绗磨管加工工艺珩磨管
绗磨管采用刮削滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,滚压后,表面粗糙度值的减小,可提高配合性质
热轧绗磨管后的区别绗磨管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞 入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。要有可能的密封,防止 。免费解答耐磨性好,镀铬层随工艺规范不同,可获得不同的硬度400~1200HV。 摩擦系数约为钢与铸铁的50%,并有抗粘附性。高品质低价格45#厚壁绗磨管广泛用于机械 ,这种钢的机械性能很好。但是这是 种中碳钢,淬火性能并不好, 45号钢可以淬硬至HRC42~46。所以如果需要表面硬度,又希望发挥45#钢优越的机械性能,常将45#钢表面渗碳淬火,绗磨油缸管与滚压油缸管的区分及优点 到底有哪些区别,具体分析如下。用镶嵌在珩磨头上的油石(也称珩磨条)对精加工表面进行的精整加工(见切削加工)。珩磨主要用于加工孔径为5~500毫米或更大的各种圆柱孔,如缸筒、阀孔、连杆孔和箱体孔等,孔深与孔径之比可达 甚至更大

