


以下是我们上传的止水铜片【聚丙烯网状纤维】市场行情实拍视频,您可以点击观看。
以下是:止水铜片【聚丙烯网状纤维】市场行情的图文介绍


紫铜止水是采用99.9%的优质纯铜工艺加工成型而来,华尔网止水铜片工程材料有限公司主要经营:pe打孔渗水波纹管、土工布 、土工膜 、复合土工膜、DN110双壁波纹管、塑料盲沟 、软式透水管、聚丙烯纤维、钢纤维、聚酯纤维、聚丙烯腈纤维、沥青杉板、止水带、HDPE单壁双壁打孔缠布波纹管、止水铜片、hdpe打孔波纹管、防水卷材等。 经过多年潜心经营,公司产品覆盖了国内近三十个省市、自治区,产品各项技术性能指标均符合且高于标准要求,达到国内水平。是目前应用广泛的止水材料。止水铜片是水工建筑物中防止结构缝漏水的一种措施,属于金属止水材料,而橡胶止水是以天然橡胶为原料,与多种合成橡胶,掺加各种助剂及填充料,经过塑炼、华尔网同城混炼、华尔网同城压制成型的一种防渗水材料,所以采用止水铜片的价格较橡胶止水的高。同为防渗水材料,除了价格高低之外,两者之间 的差别就是应用领域不同。由于铜能与空气中的氧气反应,生成氧化物,因此具有耐腐蚀性强的特点,所以大型的水利水电工程,地下厂房,发电站,水库,水电站等都采用紫铜止水。而橡胶止水多应用于蓄水池、华尔网同城游泳池以及屋面建筑物等。在目前的水利水电工程中,几乎都是选用铜止水作为防渗水的材料。那么为何大家都选择紫铜止水,而不选用其他的止水材料呢,因为铜止水片是水利水电工程中防渗水、华尔网同城止水效果 的金属(铜)止水材料。紫铜止水片是因其原料的铜含量大于等于99.90%而得名,具有抗拉强度高,抗侵蚀能力强,韧性好,能承受较大变形等特点,并且外观轮廓清晰,加工生产无裂纹、华尔网同城压折、华尔网同城凹坑等特有的优势,应用到水利工程中,止水效果良好且止水时间长,中途不会出现渗水漏水或断裂的情况。而橡胶止水,由于主要材料为塑胶,由于易老化变形,影响止水效果,因此水工建筑中应用较少。同时,虽然橡胶止水的延展性较强,但超出受力范围,止水带将会断裂。与止水铜片相比,止水效果不够持久,且不能起到抗拉防震的效果。当温度超过70℃,以及橡胶止水带受强烈的氧化作用或受油类等有机溶剂侵蚀时,均不得使用橡胶止水带。一般常在地下室外墙和后浇带施工时使用。



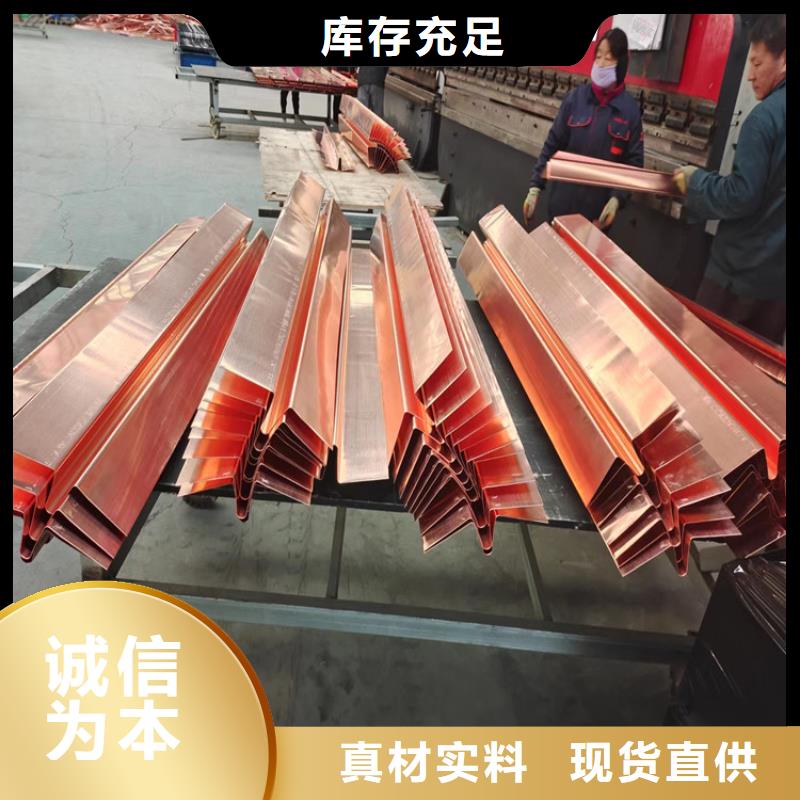
止水铜片和橡胶止水都广泛的应用于大坝止水,华尔网止水铜片工程材料有限公司主要经营:pe打孔渗水波纹管、土工布 、土工膜 、复合土工膜、DN110双壁波纹管、塑料盲沟 、软式透水管、聚丙烯纤维、钢纤维、聚酯纤维、聚丙烯腈纤维、沥青杉板、止水带、HDPE单壁双壁打孔缠布波纹管、止水铜片、hdpe打孔波纹管、防水卷材等。 经过多年潜心经营,公司产品覆盖了国内近三十个省市、自治区,产品各项技术性能指标均符合且高于标准要求,达到国内水平。并且经常以设置两道止水的情况同时出现。那么,止水铜片和橡胶止水究竟能承受多大的水头呢?如果超出承受范围又该怎么设置制水系统?止水铜片能承受水头在140米以内,超过140米以上,止水铜片会顺着水流方向发生弯折,更严重的会发生断裂。因此,在超过140米以后多设置两道止水或者采用复合铜作为其止水材料。而橡胶止水带只能承受100米高的水头。水利工程止水带是指用于建筑物接缝止水的定型止水材料,材质可以是天然橡胶、华尔网合成橡胶、华尔网聚氯乙烯、华尔网铜和不锈钢。而水利工程常用的止水铜带,分为两种形状,一种是中间不设置凸起的平板型止水带,另一种是变形型止水带。变形型止水带能够适应接缝的变形,其中又可分为封闭型止水带(有中心孔,如651型天然橡胶止水带)以及开敞型止水带(中心变形体不封口),如我们常见的W形止水铜片,F型等。水工建筑止水铜片的抗拉强度是否越大越好呢?我们知道,抗拉强度是表征材料 均匀塑性变形的抗力,拉伸试样在承受 拉应力之前,变形是均匀一致的,但超出之后,金属开始出现缩颈现象,即产生集中变形,从而导致断裂。也就是说,抗拉强度越大,能承受拉力而不变形或者断裂的极限也就越高,因此,这个是代表不变形的极限拉力。也就是抗拉强度越强,那么所能承受的拉力也就越大。


华尔网止水铜片工程材料有限公司主要经营:pe打孔渗水波纹管、土工布 、土工膜 、复合土工膜、DN110双壁波纹管、塑料盲沟 、软式透水管、聚丙烯纤维、钢纤维、聚酯纤维、聚丙烯腈纤维、沥青杉板、止水带、HDPE单壁双壁打孔缠布波纹管、止水铜片、hdpe打孔波纹管、防水卷材等。 经过多年潜心经营,公司产品覆盖了国内近三十个省市、自治区,产品各项技术性能指标均符合且高于标准要求,达到国内水平。止水铜片 、华尔网起焊时由于刚开始焊,止水铜板焊件温度较低或接近环境温度。
为便于形成熔池,并利于对焊件进行预热,焊嘴倾角应大些,同时在起焊处应使火焰往复移动,保证在焊接处加热均匀。如果两焊件的厚度不相等,火焰应稍微偏向厚件,以使焊缝两侧温度基本相同,熔化一致,熔池刚好在焊缝处。当起点处形成白亮而清晰的熔池时,即可填入焊丝,并向前移动焊炬进行正常焊接。在施焊时应正确掌握火焰的喷射方向,使得焊缝两侧的温度始终保持一致,以免熔池不在焊缝正中而偏向温度较高的一侧,凝固后使焊缝成形歪斜。焊接火焰内层焰芯的 要距离熔池表面3~5mm,自始至终保持熔池的大小、华尔网形状不变。
起焊点的选择,一般在平焊对接接头的焊缝时,从对缝一端30mm处施焊,目的是使焊缝处于板内,传热面积大,当母材金属熔化时,周围温度已升高,从而在冷凝时不易出现裂纹。管子焊接时起焊点应在两定位焊点中间。
第二、华尔网焊接过程中焊嘴和焊丝的运动为了控制熔池的热量,获得高质量的焊缝,焊嘴和焊条应作均匀协调的摆动。
焊嘴和焊条的运动包括三种动作:
a.沿焊缝的纵向移动,不断地熔化工件和焊条,形成焊缝。
b.焊嘴沿焊缝作横向摆动,充分加热焊件,使液体金属搅拌均匀,得到致密性好的焊缝。
c.焊条在垂直焊缝的方向送进,并作上下移动,调节熔池的热量和焊条的填充量。



金鸿耀工程材料有限公司自成立以来,经过5年努力发展由z u i初注册资金10万元固定资产100余万元的小微企业,发展成拥有固定资产500余万元年销售额5000多万元的中型企业。厂家致力于各种【山东威海沥青木丝板】的研发、生产及销售,成功研发生产出各种【山东威海沥青木丝板】系列,现已形成工业化生产。

