

一分钟,了解产品的全部魅力!观看我们的【无缝钢管焊管直销厂家】产品视频,为您的购买决策提供有力支持。
以下是:【无缝钢管焊管直销厂家】的图文介绍


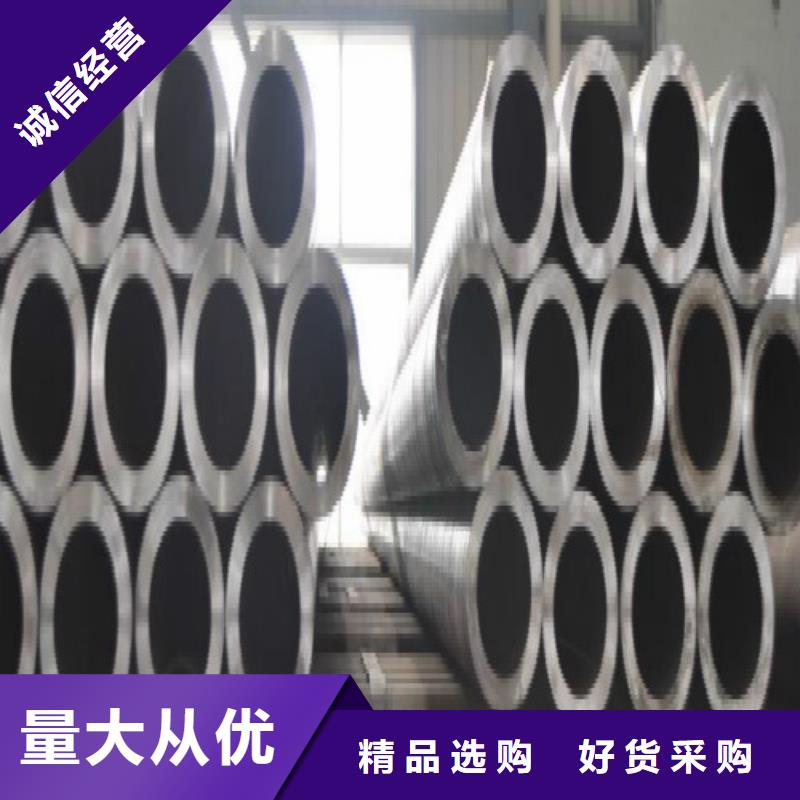
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
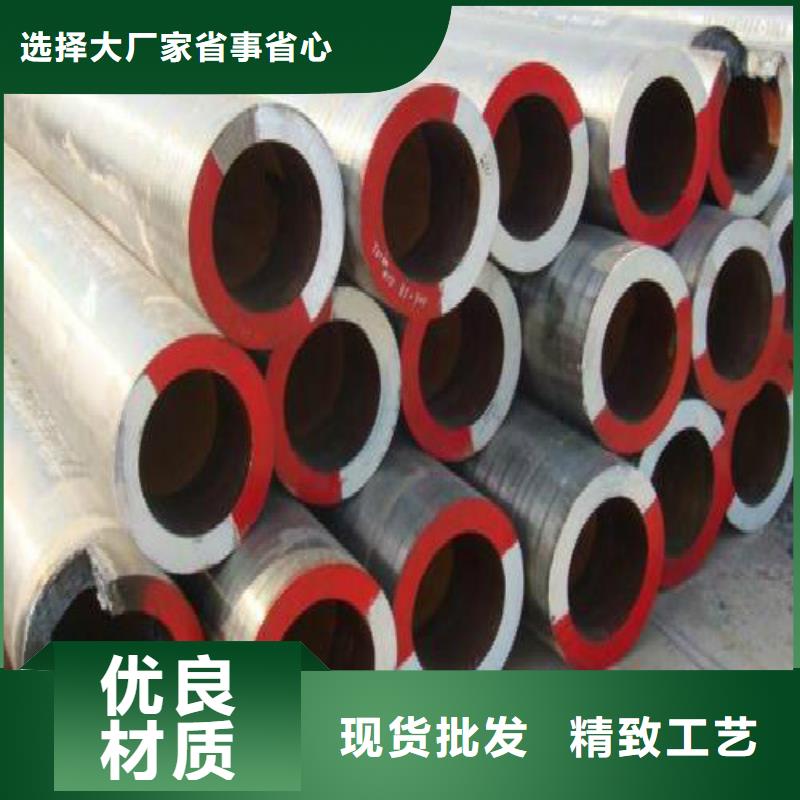
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。



万弗莱钢有限公司位于大邱庄开发区,公司具有现代化的生产设备和多年的生产技术,产品的多样化即美观大方又有j i好的立体效应,自动化表面浸塑,使产品具有了耐腐蚀、抗老化 、耐酸碱、不腿色、表面平整、光亮、手感好的特点,进而使产品达到完美的境界。
我公司生产的产品主要包括: 广东镀锌钢管等产品,公司成立迄今,正是由于各界朋友们对于我们的持续支持与关怀,及本公司全体同仁辛勤的耕耘与付出,使公司持续发展与茁壮成长。展望未来,我公司怀着感恩之心,更加追求卓越的业绩,来回馈社会,服务顾客。


万弗莱钢有限公司总部坐落于坐落在闻名的 广东镀锌钢管之乡广东,这里风景秀丽,美丽富饶,占地面积6000余平方米,厂房面积6000平方米,城市]及标准设备80余台,是城市] 广东镀锌钢管的专业生产厂家,。本厂 广东镀锌钢管产品生产已有20余年历史,积累了丰富的经验技术,性能一直处于同行业中较高地位。20余年来,公司秉承现代企业的科学管理模式,精工制造、锐意进取、开拓创新、快速崛起成为国内 广东镀锌钢管业专业厂家。



热加工规范
加热温度1150 ~1200°C,开始温度1130 ~1180°C,终止温度> 850°C,φ> 50mm时,缓冷。
正火规范
正火温度850~900°C,出炉空冷。
高温回火规范
回火温度680~700°C,出炉空冷。
淬火、回火规范
预热温度680 ~700°C,淬火温度840~880°C,油冷,回火温度580°C,水冷或油冷,硬度≤217HBW。
亚温淬火强韧化处理规范
淬火温度900°C,回火温度560°C,硬度(37±1) HRC
感应淬火、回火规范
淬火温度900°C,回火温度150~180°C,硬度54 ~60HRC。20#无缝管是一种具有中空截面、周边没有接缝的长条钢材。全世界生产无缝管的共计有110多个 的1850多个公司下的5100多个生产厂,其中生产石油管的有44个 的170多个公司下的260多个厂。
20#无缝管的特点:
20#无缝管的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及整形必须离线处理。因此它在高压、高强度、机械结构用材方面体现了它的优越性。
20#无缝管生产工艺
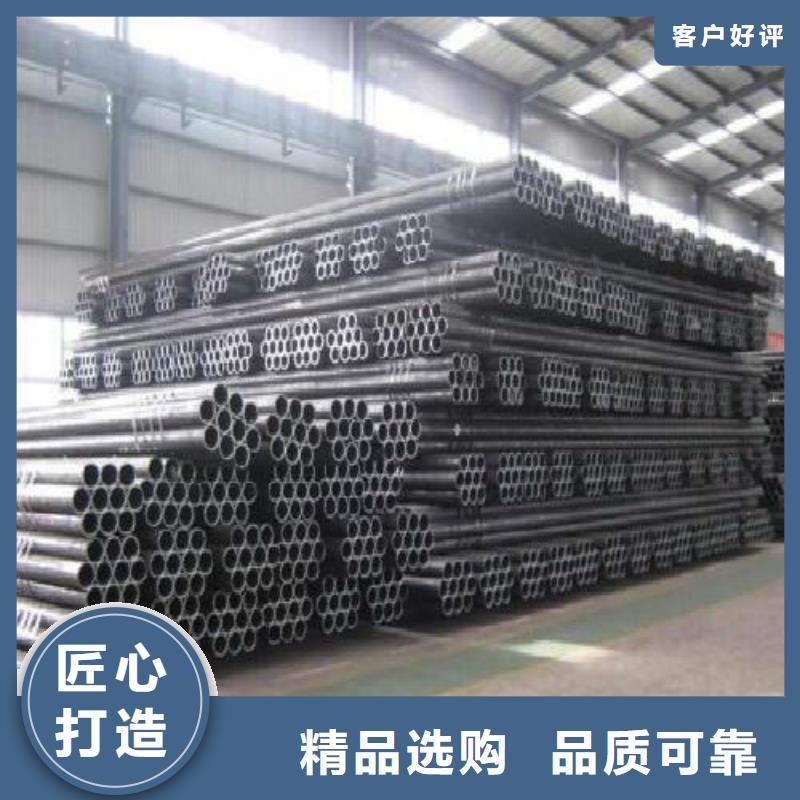
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制20#无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。
加热温度1150 ~1200°C,开始温度1130 ~1180°C,终止温度> 850°C,φ> 50mm时,缓冷。
正火规范
正火温度850~900°C,出炉空冷。
高温回火规范
回火温度680~700°C,出炉空冷。
淬火、回火规范
预热温度680 ~700°C,淬火温度840~880°C,油冷,回火温度580°C,水冷或油冷,硬度≤217HBW。
亚温淬火强韧化处理规范
淬火温度900°C,回火温度560°C,硬度(37±1) HRC
感应淬火、回火规范
淬火温度900°C,回火温度150~180°C,硬度54 ~60HRC。20#无缝管是一种具有中空截面、周边没有接缝的长条钢材。全世界生产无缝管的共计有110多个 的1850多个公司下的5100多个生产厂,其中生产石油管的有44个 的170多个公司下的260多个厂。
20#无缝管的特点:
20#无缝管的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及整形必须离线处理。因此它在高压、高强度、机械结构用材方面体现了它的优越性。
20#无缝管生产工艺
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制20#无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。
