


【新品发布,视频先行!】武钢 WGX1产品,等你来探!
以下是:武钢 WGX1的图文介绍

电工钢硅钢片我国太原钢铁厂于1952年首先试制热轧低硅钢板(1%~2%Si),1954年正式生产。1957年由钢铁研究总院研制成功3%Si冷轧取向硅钢,到1973年我国已掌握Armco技术 要点,鞍钢进行试制但未能生产。1974年武汉钢铁公司从日本新日铁引进冷轧取向硅钢制造装备和 。1976~1977年,钢铁研究总院在验证和消化日本 的基础上开发了Hi-B取向硅钢。1979年武钢正式生产取向硅钢,到目前为止武钢仍是我国取向硅钢的主要生产基地。


电工钢硅钢片:本文件规定了公称厚度为 0.15mm、华尔网0.20mm、华尔网当地0.25mm、华尔网当地0.27mm、华尔网当地0.30mm 和 0.35mm 全工艺冷轧中频无取向电工钢带的术语和定义、华尔网当地分类和代号、华尔网当地一般要求、华尔网当地技术要求、华尔网当地检验和试验、华尔网当地包装、华尔网当地标志及检验文件等要求。本文件适用于宝山钢铁股份有限公司生产的、华尔网当地用于频率在 100Hz-10000Hz 磁路结构的、华尔网当地以终退火状态交货的全工艺冷轧无取向电工钢带产品(以下简称产品)。2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其 版本(包括所有的修改单)适用于本文件。GB/T 228.1-2010 金属材料拉伸试验 第 1 部分:室温实验法GB/T 2521.1 全工艺冷轧电工钢 第 1 部分:晶粒无取向钢带(片)GB/T 2522GB/T 2791电工钢片(带)表面绝缘电阻、华尔网当地涂层附着性测试方法粘结剂 T 剥离强度试验方法 挠性材料对挠性材料GB/T 2900.60 电工术语 电磁学GB/T 3655 用爱泼斯坦方圈测量电工钢片(带)磁性能的方法GB/T 4340.1 金属材料维氏硬度试验 第 1 部分:试验方法GB/T 8170 数值修约规则与极限数值的表示和判定GB/T 9637GB/T 10129电工术语磁性 材料与元件电工钢片(带)中频磁性能测量方法GB/T 17505 钢及钢产品交货一般技术要求GB/T 18253 钢及钢产品检验文件的类型GB/T 19289 电工钢片(带)的密度、华尔网当地电阻率和叠装系数的测量方法YB/T 4292 电工钢带(片)几何特性测试方法Q/BQB 400-2020 冷轧产品的包装、华尔网当地标志及检验文件IEC 60404-8-8 Specifications for individual materials –Thin electricalsteel strip and sheet for use at medium frequencies



在激烈的 广西贺州电工钢市场竞争中我们期待与您携手乘风破浪,互惠互利实现双赢共同发展。 广西贺州电工钢产品曾在广西贺州质检局的抽检中多次受到好评,多种产品获得各种奖项。本着“客户至上,品质如一”的服务宗旨,鹿程国际贸易有限公司成立伊始就成立了售后服务体系,为我公司的客户提供完善的服务。


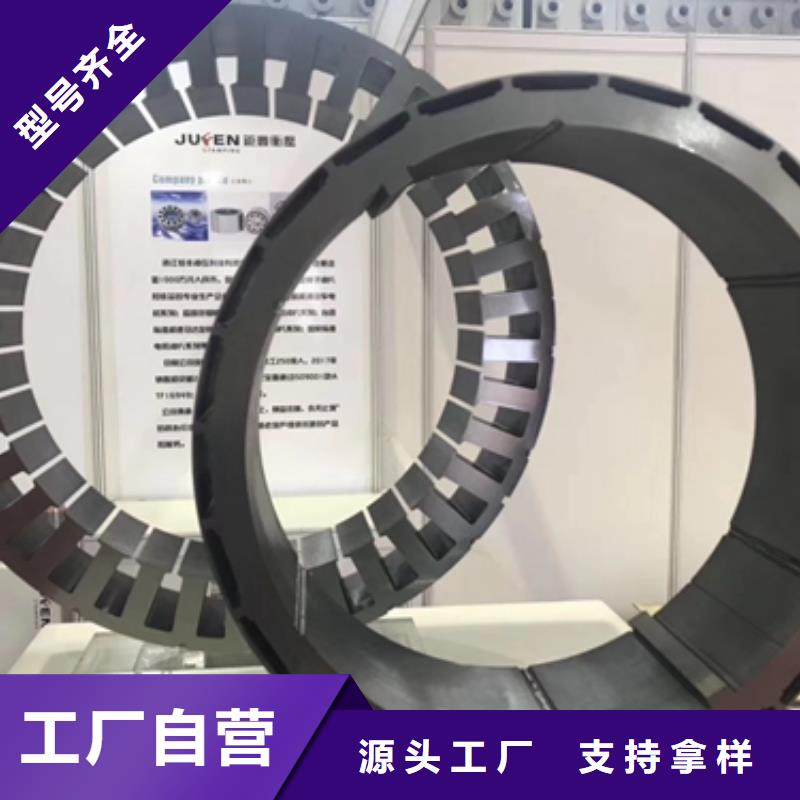
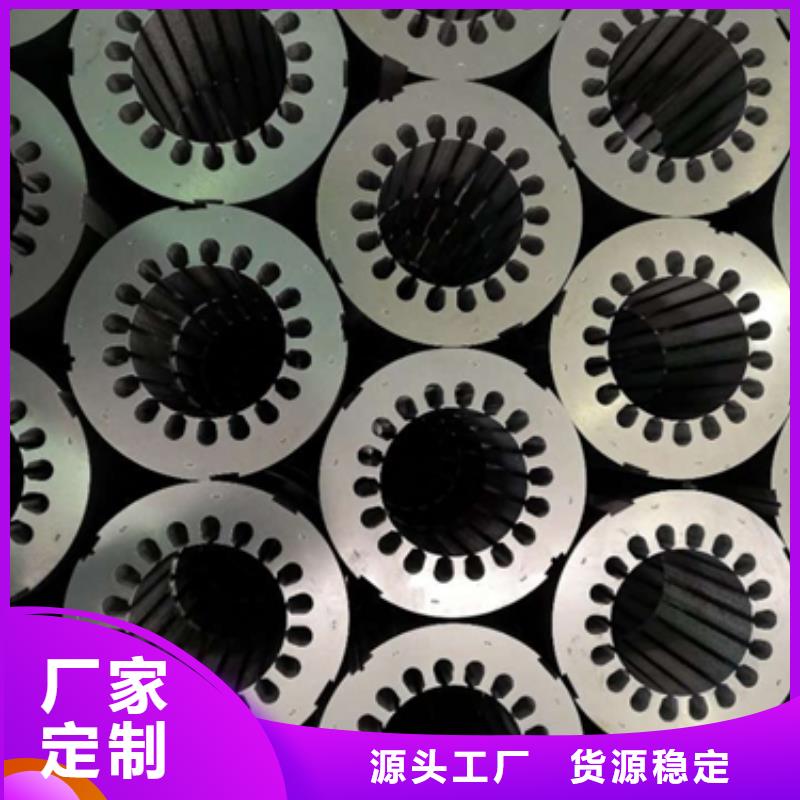
电工钢硅钢片汽车驱动电机铁芯的介绍电动汽车是以电驱动为基础的、华尔网同城经济、华尔网同城清洁的绿色交通工具,在能源、华尔网同城环境等方面具有*的竞争力,而且能够方便地采用现代控制技术实现其机电一体化,具有广阔的发展前景。汽车驱动电机铁芯的电机驱动系统是电动汽车的动力源,是决定汽车运行各项性能指标的主体与内在根据。目前,电动汽车电机主要有直流电机、华尔网同城感应电机、华尔网同城永磁无刷电机以及开关磁阻电机等。汽车驱动电机铁芯永磁无刷电机可分为两类:一类是具有正弦波电流的永磁同步电机,另一类是具有矩形脉冲波电流的无刷直流电机。两种电机,转子都是磁体,电机转子不需要电刷和励磁绕组,通过定子绕组换相产生旋转转矩。由于转子没有励磁绕组,无铜耗,磁通小,在低负荷时铁耗很小,因此,永磁无刷电机具有高的“功率/质量”比,可以高速运转,同时由于没有转子的磨损且定子绕组是主要的发热源,易于冷却。汽车驱动电机铁芯的特性;汽车驱动电机铁芯的永磁无刷电机可靠性高,输出功率大,与相同转速的其他电机相比具有体积小,质量轻,便于维修,率,高功率因数等特点。 转子电磁时间常数小,电机动态特性好,通过调节 导通角,可以实现恒功率运行,通过优化控制 角还可以优化电机的效率,从而得到较宽的恒功率运行区以及较高的效率。电机高速冲定转子铁芯的概述当前国内外电机高速冲定转子铁芯的电机工艺技术的发展很快,随着冲压设备的吏新,国内外为电机高速冲定转子铁芯的电机冲片的生产提供了高质量、华尔网同城率、华尔网同城高精度的新型设备,它带来了电机冲片工艺技术为此,与之相适应的新工艺装备的设计技术已成为人们研究的新课题。电机高速冲定转子铁芯的定子冲片冲槽同时分离转子冲片和转子冲片冲槽同时切气隙是应用于高速冲槽机上的新的工艺方案,该方案在国外已被广泛应用,国内电机行业刚开始研究和应用,故为实现该工艺按所需工艺装备的设计技术作一些探讨。电机高速冲定转子铁芯的影响:电机高速冲定转子铁芯的电机冲片工艺技术在新品开发中的影响我国电机冲片传统工艺为复式冲槽和单式冲槽两大类,现分析如下:1)复式冲槽工艺方案:该方案冲片槽形整齐度好,工序少,工装少,但工装复杂精度要求高,设备条件要好,工装制造周期长,成本高,只适用于批量生产,不利于新品开发和小批试制。2)单式冲槽工艺方案:该方案冲片槽形整齐度差,工序多,工装多,设备多,工装较简单,质量不稳定,生产周期长,成本高,只适用于中、华尔网同城小批生产。电机高速冲定转子铁芯的要求:1、华尔网同城定位精度要求。该工艺方案中冲槽分离和冲槽切气隙两道复合工序,要求同一定位基准,确保定、华尔网同城转子槽形,外圆鸠尾槽、华尔网同城轴孔的同心度不大于0.02mm,中心孔定位满足同心度的技术要求,小侧孔与中心孔联合定位满足周向方位度的要求。2、华尔网同城复合工序精度要求。冲槽分离复合工序:该工序有槽形凸模和切口凸模来完成级进冲裁工艺,该工序先冲槽后切口分离定、华尔网同城转子冲片,两凸模在同一圆心轨迹上同步动作,两凸模之间的中心夹角为槽形中心夹角的一倍半,该工艺装备应用在高速冲槽机上,其槽形分度精度由设备上弧面凸轮式步进机构来保证;



