

想要知道精密八角管规格表钢铁建设项目产品如何?看视频就知道!看视频,选产品更明智!
以下是:精密八角管规格表钢铁建设项目的图文介绍


根据异型管厂家的拉伸强度和原始标本截面积估计的 负荷,配置相应的摆锤,选择合适的测力度盘;
异型管开始试机,使表上升约10mm,为了消除重量板凳系统的影响。倡议旨在调整指针为零,主动驱动的指针和指针靠拢,先将无缝异型管样品装夹在上夹头内,再将下夹头移动到合适的夹持位置, 夹紧试件下端;
启动试验机,加载缓慢而均匀地旋转仔细观察指针和策划力测量绘图设备的图形。注意捕获的屈服载荷值,计算其屈服点应力的记录。在屈服阶段,加载速度可以更快。异型管将达到 遵守“缩颈”的现象。试样断裂立即停止,记录的 负荷值;
取下异型管拉伸标本、记录纸;
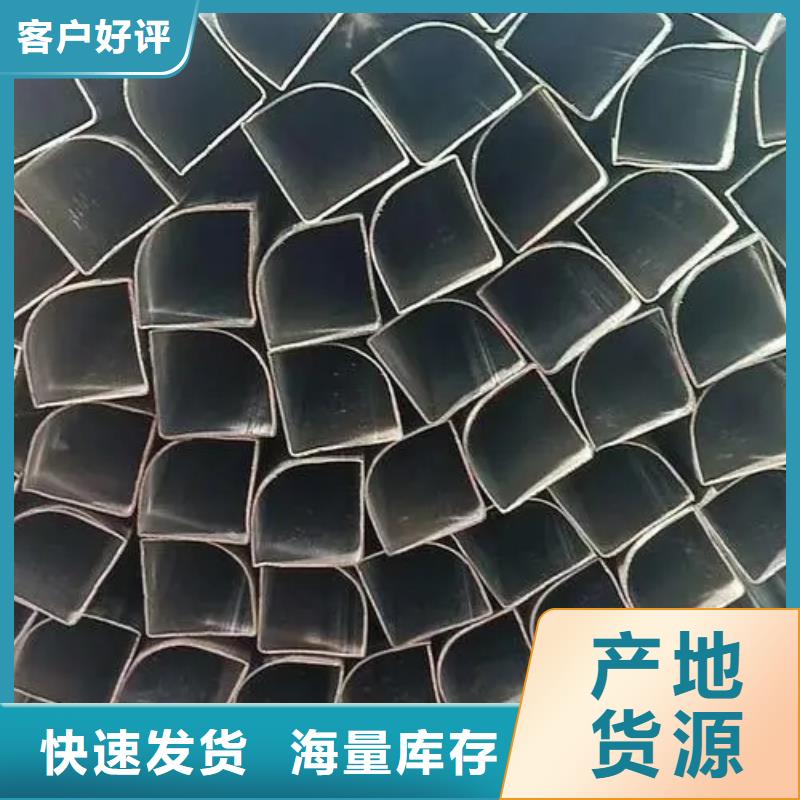
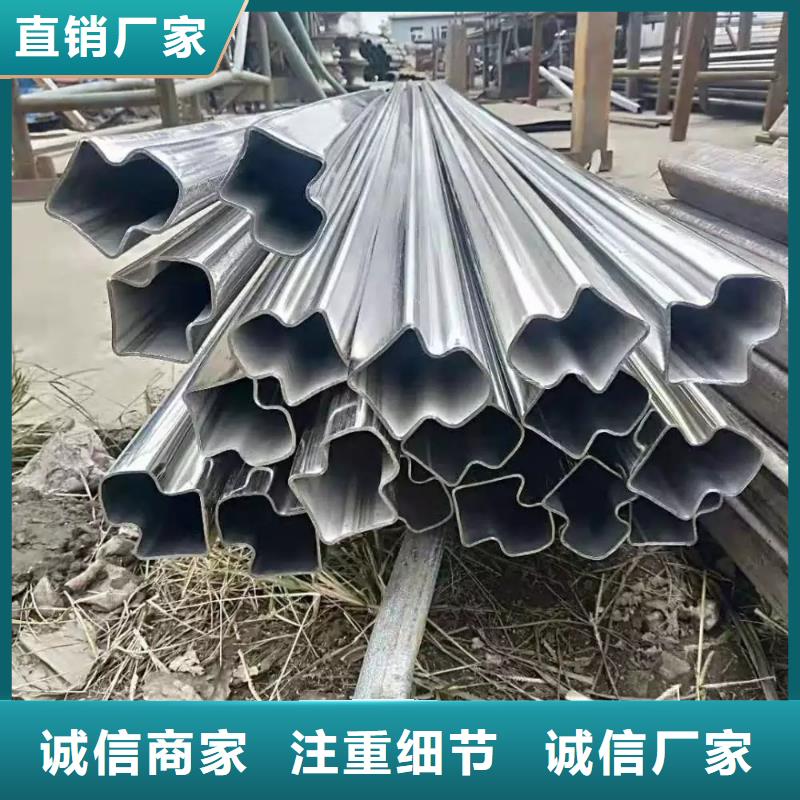
异型管是一种具有中空截面的四周没有接缝的长条钢材。钢管具有中空截面,它大量的用作输送流体的管道,比如输送天然气、石油、煤气、水以及某些的固体物料的管道等。异型管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,异形钢管的重量较轻,是一种经济截面的钢材,广泛用于制造结构件和机械的零件,比如:石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等等。



异型管是如何进行抛光的利用异型钢管表面微观凸起在特定的电解液中和适当电流密度下,冷拔异型钢管退火与正火是常用的两种基本热处理工艺方法,主要用来热处理钢制毛坯件,戈续切削加工和终热处理做组织准备,因此退火与正火通常又称为预备热处理。对一邢件、锻件、焊件以及性能要求不高的工件来讲,退火和正火也可作为终热处理。
异型管退火是将工件加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺。其目的是消除异型钢管内应力;降低钢材硬度,提高钢材塑性;细化钢材内部组织,均匀钢材化学成分,为终热处理做好组织准备。根据精密钢管的化学成分和退火目的不同。
退火通常分为完全退火、球化退火和去应力退火等。在机械零件的制造过程中,异型管一般将退火作为预备热处理工序,并安排在铸造或锻造等工序之后、粗切削加工之前,用来消除前一工序中产生的某些缺陷,为后续工序做好组织准备。异型钢管退火工艺与正火工艺的加热温度范围,部分退火工艺曲线与正火工艺。



诚实、守信、敬业、创新是我们的企业精神。以质量求生存,以信誉求发展是我们的经营方针。莆田乐道精密钢管厂家全体员工热忱欢迎各界朋友与我们建立合作关系,我们将全力为您提供满意、放心、周到的 D形钢管。


异型管管卷边试验:将规定形状的顶心压入金属管一端,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;
异型管管液压试验:用水或规定液体充满金属管,在一定时间内承受规定压力,检验异型钢管质量及强度并显示其缺陷的试验;
异型管淬透性:指钢奥氏体化后接受淬火的能力,或奥氏体向马氏体转变的倾向,常用淬硬层的深度来说明。淬硬层的深度是指表面至半马氏体层的距离。对合金结构钢,检验淬透性的方法主要是 标准规定的结构钢末端淬火试验方法;
异型管切削加工性:异型钢管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易损耗,切屑容易脱落,切削力较小等,都表示该金属材料的切削加工性好;



异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
异型管焊嘴与异型管间的距离以15-25mm为宜。

