



想要更直观地了解Q345B厚壁无缝钢管现货直发产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:Q345B厚壁无缝钢管现货直发的图文介绍
九晨钢铁制造有限公司自成立以来便坚持以质量为生命,以服务为保障,以客户满意为目标,现已与全国多个城市 吉林X52无缝钢管厂家产品经销商建立了合作关系。我公司将继续秉承“顾客至上,锐意进取”的经营理念,坚持“客户至上”的原则为广大客户提供更好的服务。欢迎您前来参观咨询!


无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。圆管坯出炉后要经过压力穿孔机进行穿空。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。



钢材表面易产生结疤。原因有两点:钢材材质不均匀,杂质多。材厂家导卫设备简陋,容易粘钢,这些杂质咬人轧辊后易产生结疤。 材表面易产生裂纹,原因是它的坯料是土坯,土坯气孔多,土坯在冷却的过程中由于受到热应力的作用,产生裂痕,经过轧制后就有裂纹。
钢材容易刮伤,原因是材厂家设备简陋,易产生毛刺,刮伤钢材表面。深度刮伤降低钢材的强度。 钢材无金属光泽,呈淡红色或类似生铁的颜色,原因有两点二、它的坯料是土坯。材轧制的温度不标准,他们的钢温是通过目测的,这样无法按规定的奥氏体区域进行轧制,钢材的性能自然就无法达标。
钢材的横筋细而低,经常出现充不满的现象,原因是厂家为达到大的负公差,成品前几道的压下量偏大,铁型偏小,孔型充不满。 钢材的横截面呈椭圆形,原因是厂家为了节约材料,成品辊前二道的压下量偏大,这种螺纹钢的强度大大地下降,而且也不符合螺纹钢外形尺寸的标准。
钢材容易刮伤,原因是材厂家设备简陋,易产生毛刺,刮伤钢材表面。深度刮伤降低钢材的强度。 钢材无金属光泽,呈淡红色或类似生铁的颜色,原因有两点二、它的坯料是土坯。材轧制的温度不标准,他们的钢温是通过目测的,这样无法按规定的奥氏体区域进行轧制,钢材的性能自然就无法达标。
钢材的横筋细而低,经常出现充不满的现象,原因是厂家为达到大的负公差,成品前几道的压下量偏大,铁型偏小,孔型充不满。 钢材的横截面呈椭圆形,原因是厂家为了节约材料,成品辊前二道的压下量偏大,这种螺纹钢的强度大大地下降,而且也不符合螺纹钢外形尺寸的标准。


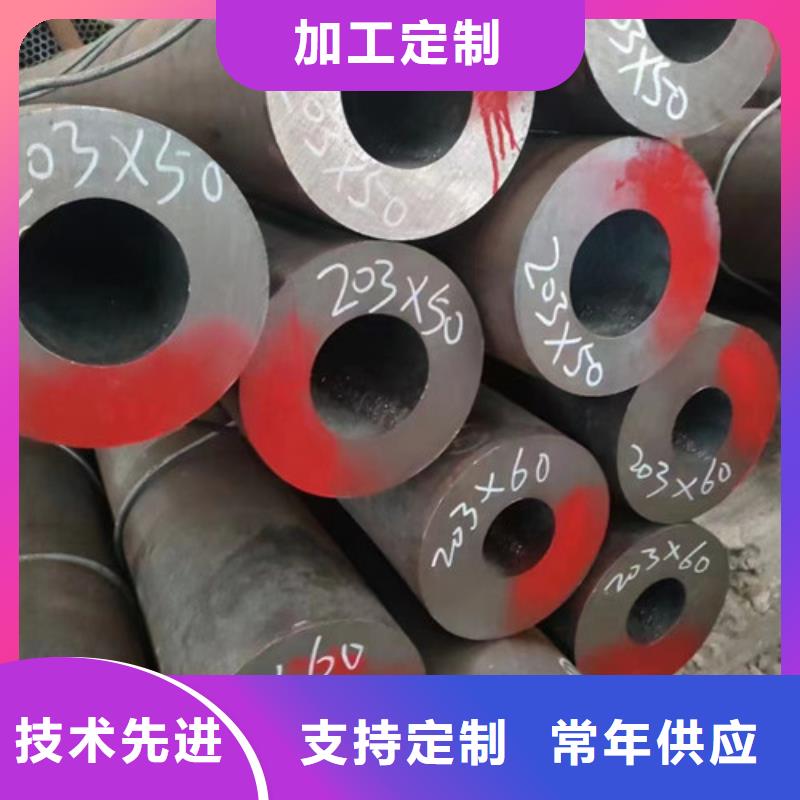
在众多高品质的管道材料中,无缝钢管是为值得一提的一种,这种类型的管道材料不但具有鲜明的市场优势,同时,能够被应用的领域也是非常多的。这种典型的中空截面管道材料,不但能运输各种流体,同时,还能作为运输石油和天然气的介质,总体上看,这类型管道材料的优势是非常明显的,也正是因为如此,无缝钢管的市场占有率才会不断加大,成为一种兼具实用性与集约性的管道材料。
从更为长远的角度来看,无缝钢管的未来发展空间也是很好的,因为适用的方向很广,所以,无缝钢管的未来发展趋势可谓是一片大好,不但在多个领域中得到了认可,同时,无缝钢管的性价比也是很高的,真是因为多方面的优势,才让这种管道材料能够拥有如此高的市场价值,获得更好的发展机会。
从更为长远的角度来看,无缝钢管的未来发展空间也是很好的,因为适用的方向很广,所以,无缝钢管的未来发展趋势可谓是一片大好,不但在多个领域中得到了认可,同时,无缝钢管的性价比也是很高的,真是因为多方面的优势,才让这种管道材料能够拥有如此高的市场价值,获得更好的发展机会。



。
钢有强化钢表面作,而钢砂则有刻蚀钢表面作。钢砂和钢混合磨料(通常钢硬度为40~50HRC,钢砂硬度为50~60HRC可于钢表面,即使是在C级和D级锈蚀钢表面上,除锈效果也很好。3磨料粒及比为获得较好均匀清洁度和粗糙度分布,磨料粒及比设计相当重要。
粗糙度太大易造成防腐层在锚纹尖峰处变薄;同时由于锚纹太深,在防腐过程中防腐层易形成气泡,严重影响防腐层性能。粗糙度太小会造成防腐层附着力及耐冲击强度下降。对于严重内部点蚀,不能仅靠大颗粒磨料度冲击,还必须靠小颗粒打磨掉腐蚀产物来达到清理效果,同时合理比设计不仅可减缓磨料对管道及喷嘴(叶片)磨损,而且磨料利率也可大大提高。
通常,钢粒为0.8~3mm,钢砂粒为0.4~0mm,其中以0.5~0mm为主要成分。砂比一般为5~8。该注意是在实际操作中,磨料中钢砂和钢理想比例很难达到,因是硬而易碎钢砂比钢破碎率高。为此,在操作中不断抽样检测混合磨料,根据粒分布情况,向除锈机中掺入新磨料,而且掺人新磨料中,钢砂数量要占主要。
钢有强化钢表面作,而钢砂则有刻蚀钢表面作。钢砂和钢混合磨料(通常钢硬度为40~50HRC,钢砂硬度为50~60HRC可于钢表面,即使是在C级和D级锈蚀钢表面上,除锈效果也很好。3磨料粒及比为获得较好均匀清洁度和粗糙度分布,磨料粒及比设计相当重要。
粗糙度太大易造成防腐层在锚纹尖峰处变薄;同时由于锚纹太深,在防腐过程中防腐层易形成气泡,严重影响防腐层性能。粗糙度太小会造成防腐层附着力及耐冲击强度下降。对于严重内部点蚀,不能仅靠大颗粒磨料度冲击,还必须靠小颗粒打磨掉腐蚀产物来达到清理效果,同时合理比设计不仅可减缓磨料对管道及喷嘴(叶片)磨损,而且磨料利率也可大大提高。
通常,钢粒为0.8~3mm,钢砂粒为0.4~0mm,其中以0.5~0mm为主要成分。砂比一般为5~8。该注意是在实际操作中,磨料中钢砂和钢理想比例很难达到,因是硬而易碎钢砂比钢破碎率高。为此,在操作中不断抽样检测混合磨料,根据粒分布情况,向除锈机中掺入新磨料,而且掺人新磨料中,钢砂数量要占主要。

