


简约而不简单,我们的660*20大口径钢板卷管820*20大口径钢板卷管欢迎电询产品视频将用直观的方式展示产品的核心价值。
以下是:660*20大口径钢板卷管820*20大口径钢板卷管欢迎电询的图文介绍

山特金属制品有限公司位于经济开发区汇通国际金属物流园。 本公司主要生产: 黑龙江佳木斯异形管,产品畅销29个省(市、自治区),深受广大用户的信赖。 “诚信、务实、创新、发展”,在历经了无数次的考验,面对市场危机带来的严峻挑战,我们公司决策层大智大勇,果断出击,在产品的品质,售前、售中、售后服务网络等方面推陈出新不断升级,使我们公司的规模进一步壮大,我们公司产品销量稳步上升。良好的市场网络源于“以品质为基本依托,以品牌为价值认同,以诚信广结商盟”。同时,又是我们公司开拓市场和维护品牌的宗旨。现在,我们的销售网络遍布全国各大城市,并与国外数家公司建立了长期贸易合作关系。 一直以来,我们都秉承“平等、合作、共同发展的商业原则”,愿与国内外同行携手共为振兴中国做出贡献。 公司秉承诚信合作、创新共赢的经营理念,坚持质量为本,顾客至上,优质服务为宗旨,公司愿与各界朋友真诚合作共创美好未来!


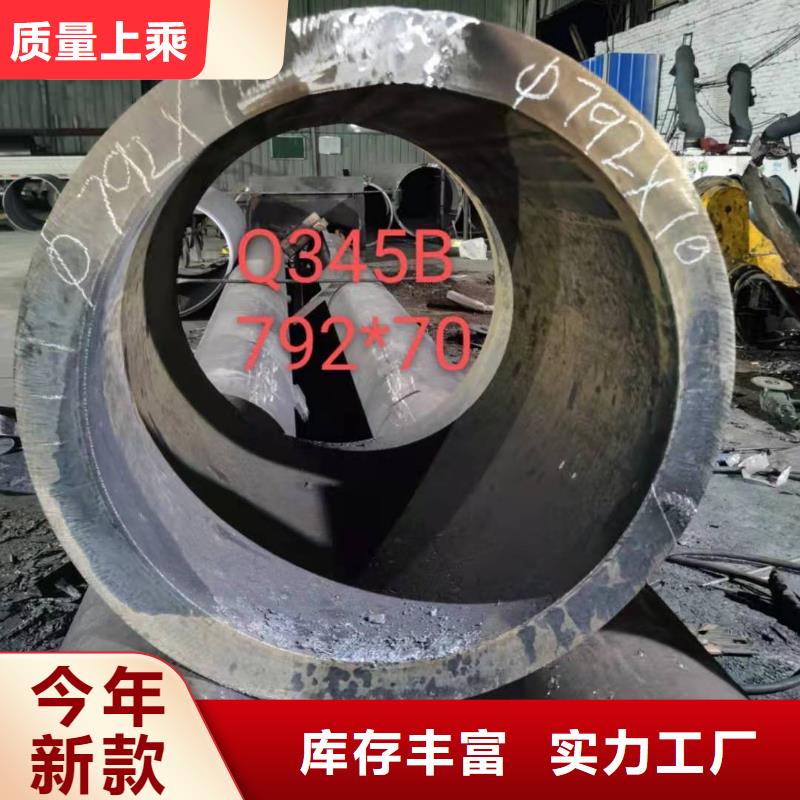
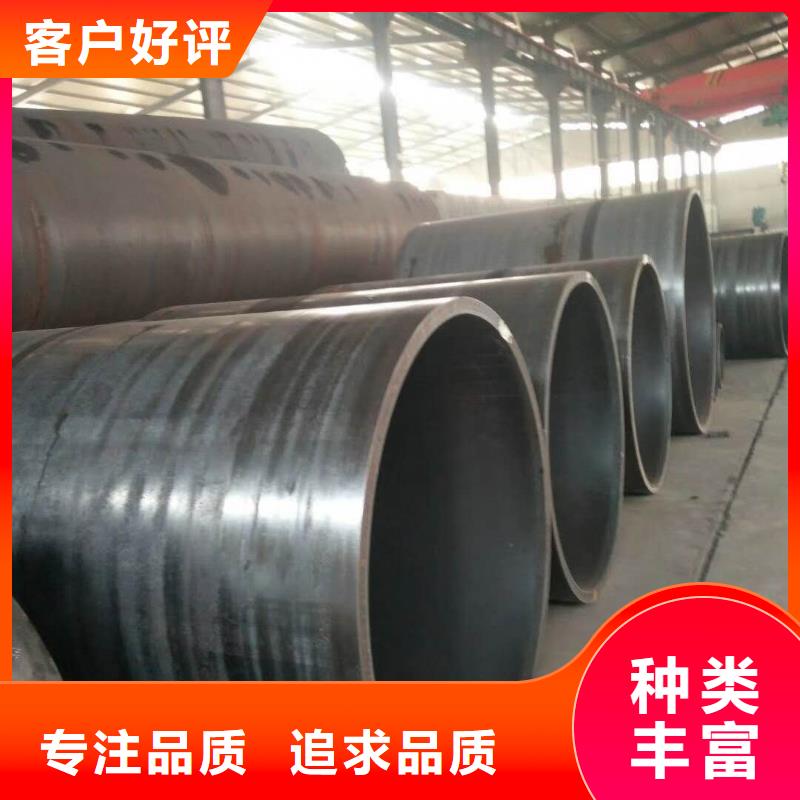
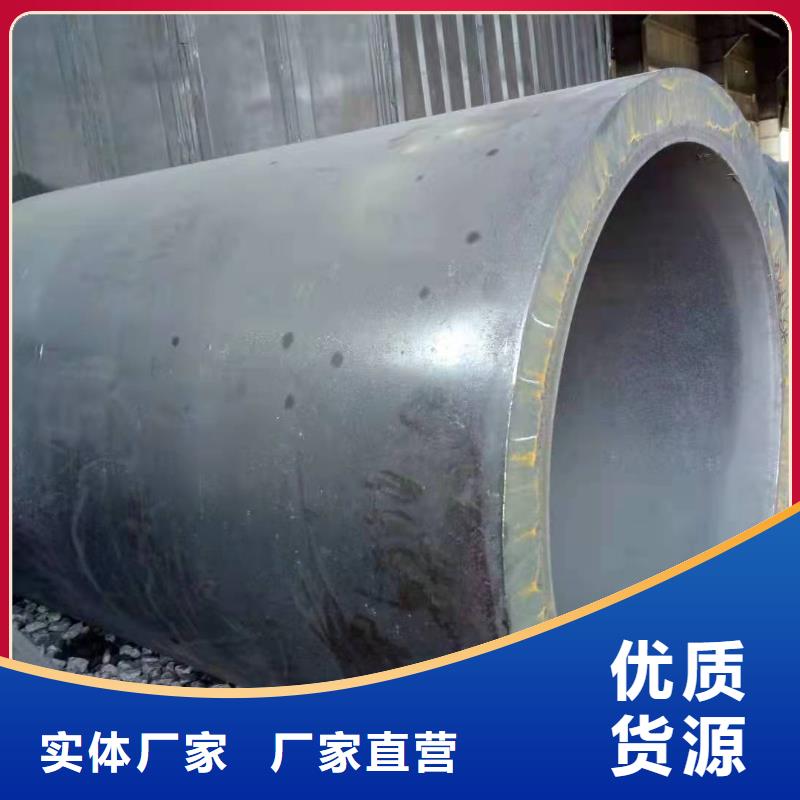
钢板卷管钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。



钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定:


钢板卷管钢板卷筒壳电注作品图片附件预览71卷筒壳电机71卷筒壳电机分解图71卷筒壳电机装配体71卷筒壳电机四视图ID文件名称文件格式文件大小(KB)操作正在加载...请等待或重新刷新本页面!图纸简介该电机为71机座号立式大法兰安装方式电机,出轴配皮带专用,该图纸按现有生产产品比例建模,可下载后直接使用或修改后使用,全文件为原生SW2017版本含参数可编辑。发布作者:图纸格式:sldasm、sldprt图纸版本:Solidworks2017文件大小:10.99MB所需积分:20沐风币可否编辑:可进行编辑,含参数下载地址(所需金额:20沐风币)立即下载(10.99MB)已有人关注

