


对于660*20大口径钢板卷管870*20大口径钢板卷管品质保障产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:660*20大口径钢板卷管870*20大口径钢板卷管品质保障的图文介绍
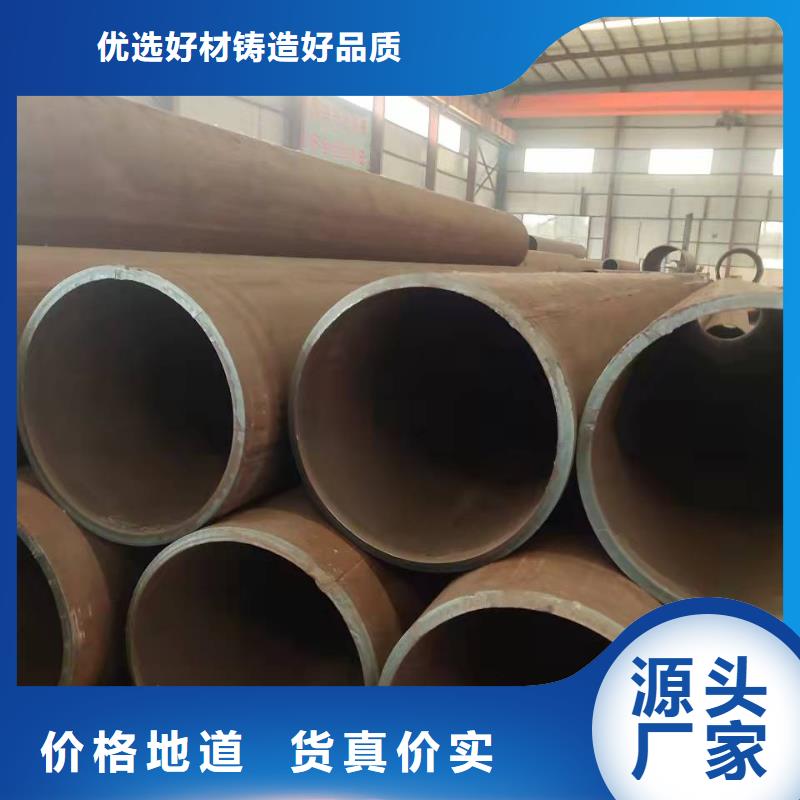
螺旋缝自动埋弧焊接钢管按输送介质的压力高低分为甲类管和乙类管两类。甲类管一般用普通碳素钢Q235、Q235F及普通低合金结构钢16Mn焊制,乙类管采用Q235、Q235F、Q195等钢材焊制,用作低压力的流体输送管材 b.螺旋缝高频焊接钢管 螺旋缝高频焊接钢管,尚没统一的产品标准,一般采用普通碳素钢Q235、Q235F等钢材制造。 按用途分类 直缝钢板卷管加工厂家按用途又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管和螺旋焊管。 一般焊管:一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。



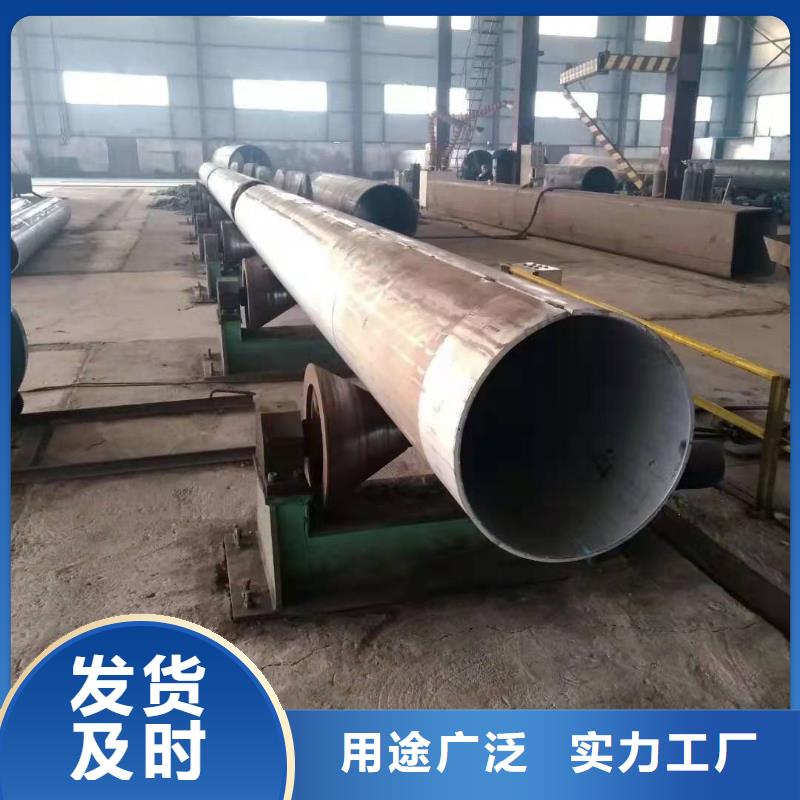
首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。



山特金属制品有限公司身处全球新能源行业高速发展的浪潮中,在战略目标引领下,专注 湖南常德异形管,完善产业布局,引领产品 湖南常德异形管不断走向全球,努力实现“ 制造强国 ”战略目标。


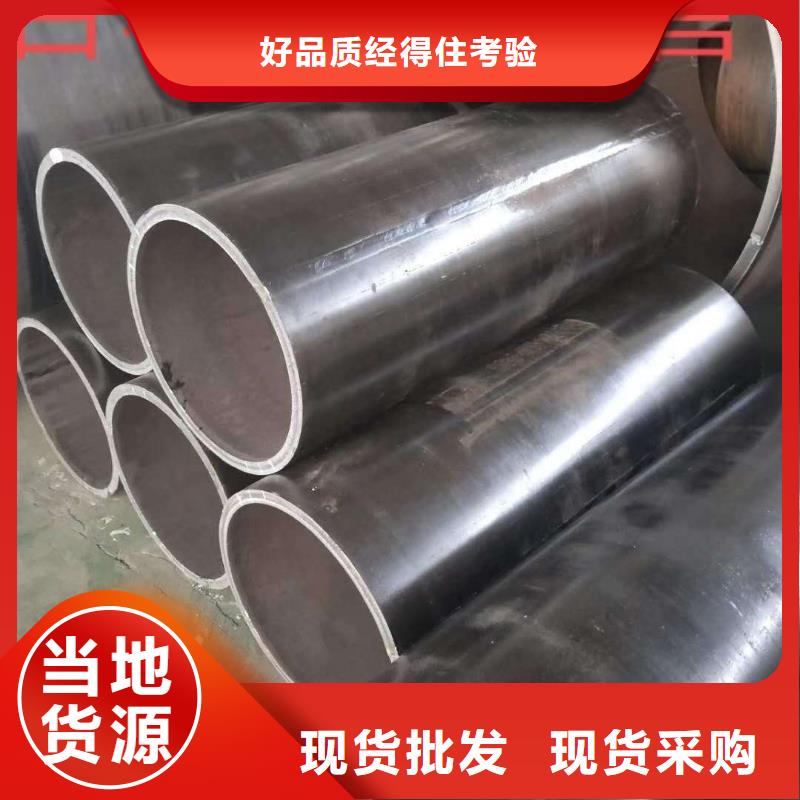
丁字焊接钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析螺旋钢管错边产生的原因及其措施是很有必要的。阳春直缝钢板卷管加工厂家 由于不切边钢带头尾的形状和尺寸精度较差,对接时易造成钢带硬弯而引起错边。模拟参数范围:竖直管:管径D=lOmm,管长L=660mm;三种立式丁字焊接钢管:管径D=10mm,丁字焊接钢管曲率直径和螺旋管径的比值的变化分别为Dc/D=15,20,25,螺旋节距Pt=20mm,管长分别为L=503mm,L=660mm,L=817MM。质量流量G=200~400Kg/(m2·s),热流密度q=5~15KW/m2,饱和压力p,饱和=0.414880MPa,饱和温度T,饱和=283.15K。



