



一分钟的时间,对于了解我们的钢管酸洗脱脂钝化T型钢一站式供应厂家产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:钢管酸洗脱脂钝化T型钢一站式供应厂家的图文介绍

宏钜天成钢管有限公司专业制作 江苏苏州锻打圆钢等。几年来,凭借着广大客户的支持和信赖,凭借着奋斗目标自身忠诚优质的服务,凭借着“诚信、和谐、、创新的精神,我们取得了长足的发展,成为同行业中的优质供应商。我司是一家集 江苏苏州锻打圆钢制造﹑销售、售后服务为一体的专业性公司。为了铸就一个永远的品牌,更为赢得客户广泛的信任,我们一直在努力,在管理上抓质量促效益。从市场调查、产品设计、生产工艺、原材料采购计量、产品检验销售到售后服务都坚持以客户为中心的原则,严格完善了质量管理体系;销售的产品在设备上,实现了流水化作业,并配置了先进的检验检测设备;在技术上不断加强与大院校及科研院所的横向科技协作,重视培养科技力量,充分开发新产品。企业本着“以科技为先导,以质量求生存,以管理出效益,以服务求信誉的经营理念。质量与服务远远超越其他一切,是产品永远满足客户的保证,亦是企业苦心孤诣的经营结果,宏钜天成钢管有限公司衷心希望海内外各界宾朋携手合作,共创辉煌的明天,同收双赢的硕果。


酸洗钝化无缝钢管的原理:氧化皮、铁锈等铁的氧化物(fe3o4,fe2o3,feo等)与酸溶液发生化学反应,形成盐类溶于酸溶液中而被除去。常用酸:酸洗用酸有硫酸、盐酸、磷酸 铬酸、和混合酸等。常用的是硫酸和盐酸。酸洗工艺主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。市面上出售的工业浓硫酸通常含spanso475%~97% (质量分数),也可以选用褐色工业硫酸溶液,)。磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐转化膜称之为磷化膜。磷化的目的主要是:给基体金属提供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用。磷化是常用的前处理技术,原理上应属于化学转换膜处理,主要应用于钢铁表面磷化,有色金属(如铝、锌)件也可应用磷化。酸洗钝化是一种化学反应,用以去除钢铁表面的腐锈现象。酸洗钝化无缝钢管的用途:对酸洗钝化,各类油污、锈、氧化皮、焊斑等污垢,处理后表面变成均匀银白色,大大提高不锈钢抗腐蚀性能,适用于各种型号不锈钢零件、板材及其设备。酸洗钝化无缝钢管的特点:操作简单,使用方便、经济实用,同时添加了缓蚀剂、抑雾剂,防止金属出现过腐蚀和氢脆现象、抑制酸雾的产生。特别适用于小型复杂工件,不适合涂膏的情况,优于市场同类产品。酸洗钝化无缝钢管使用说明1、浸泡所用的酸洗钝化槽材料必须为塑胶类(耐酸碱材料)。2、也可以用毛刷刷洗或喷淋酸洗法。3、如不锈钢表面有油污,可采用不锈钢脱脂溶液去除。4、保证足够的反应时间(5 -120分钟)、温度(常温至50度)与酸洗效果成正比(根据氧化皮的厚度)。酸洗钝化无缝管0℃以下施工适当延长时间。5、酸洗钝化无缝管用干净的水冲洗不锈钢表面松动残余物,不能有残留的酸洗钝化液。6 、将废水集中处理,用苛性碱进行中和,使PH值调至中性后才能排放。
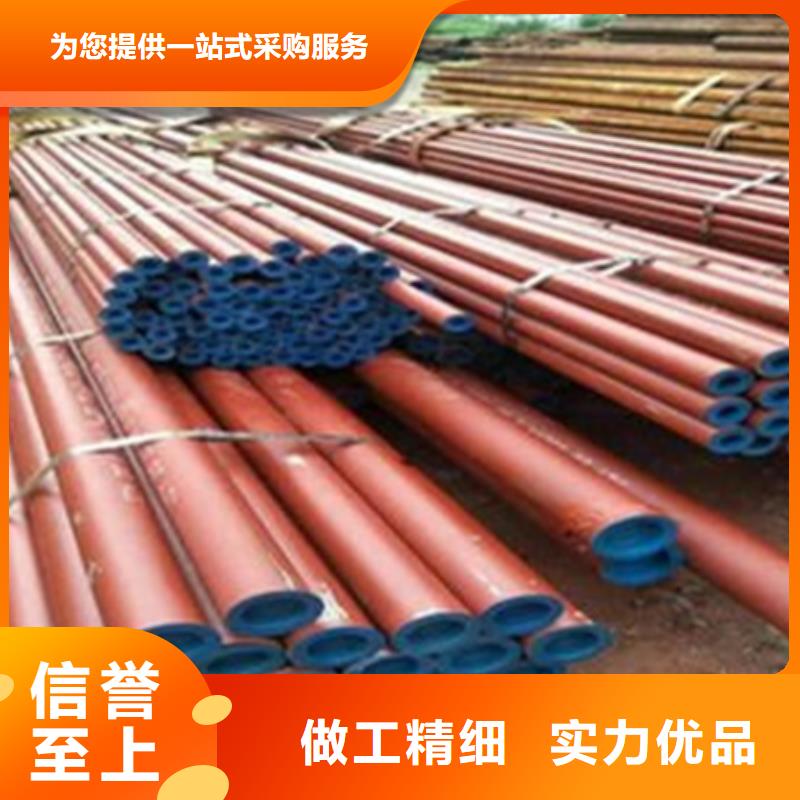
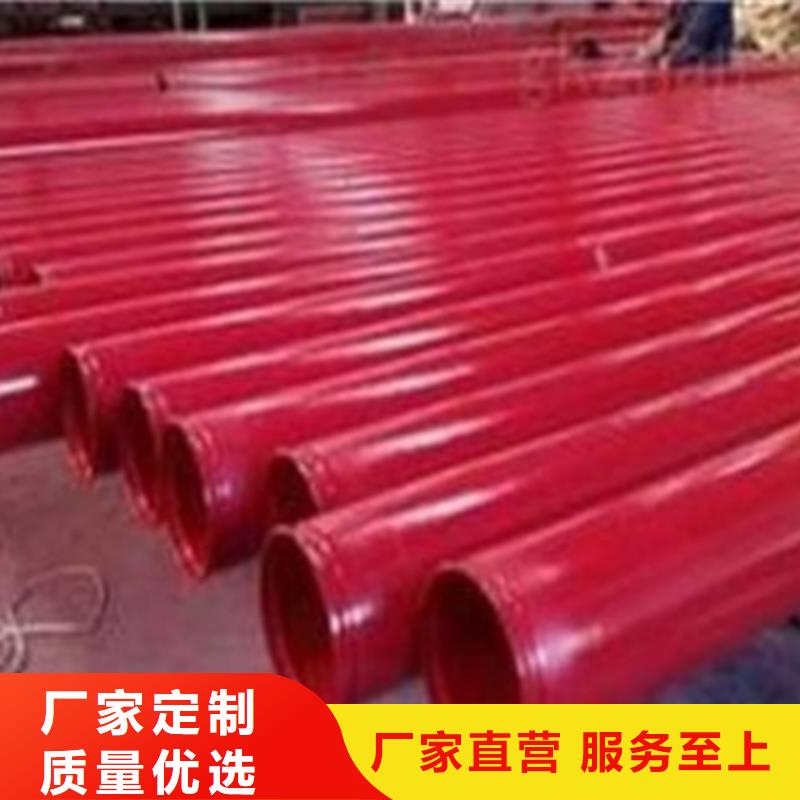
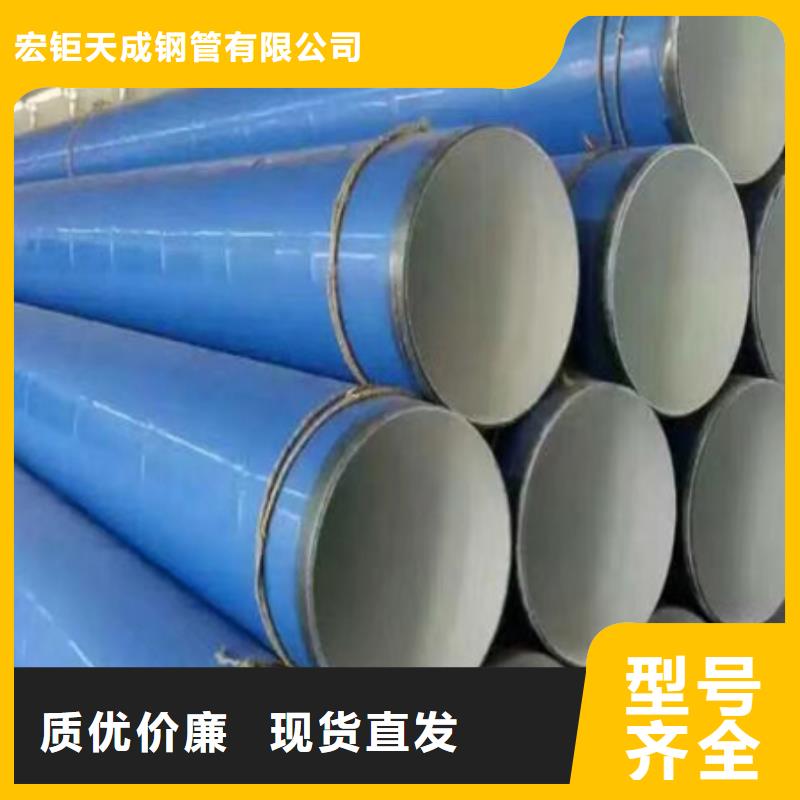
钢管酸洗脱脂钝化



钢管酸洗脱脂钝化酸洗钝化脱脂无缝钢管 酸洗钝化无缝钢管厂家 加工酸洗钝化液压无缝管 GB8163流体无缝管 专 长期专注于化工领域,常年加工生产各种管道用钢管,对各种管道用钢管酸洗钝化、磷化、皂化处理。包装:脱脂、喷漆,涂油,打捆,戴帽,编织袋包扎,装箱等。(可根据客户要求包装)加工后的钢管内外壁光滑,无杂质。常年专业从事各行业金属表面处理化学品研发、生产和销售的高科技产业中心,常年专业酸洗钝化磷化处理各种管材管件。旭诺管业技术力量雄厚,拥有自主知识产权,酸洗钝化(磷化)处理无缝钢管具有专业的新产品研发能力;酸洗钝化无缝钢管中心所研制生产的高新科技产品覆盖国内各省市自治区,具有进出口经营权。


酸洗钝化钢管是一种化学反应,用以去除无缝钢管表面的腐锈现象。对不锈钢酸洗钝化,各类油污、锈、氧化皮、焊斑等污垢,酸洗钝化钢管处理后表面变成均匀银白色,大大提高不锈钢抗腐蚀性能,适用于各种型号不锈钢零件、板材及其设备。操作简单,使用方便、经济实用,同时添加了缓蚀剂、抑雾剂,防止金属出现过腐蚀和氢脆现象、抑制酸雾的产生。特别适用于小型复杂工件,不适合涂膏的情况,优于市场同类产品。根据不锈钢的材质和氧化皮严重程度不同,可以用原液或按1:1~4的比例加水稀释后使用;铁素体、马氏体和镍含量低的奥氏体不锈钢(如420、430、200、201、202、300、301等)稀释后使用,镍含量较高的奥氏体不锈钢(如304、321、316、316L等)用原液浸泡;一般常温或加热到50~60度后使用,浸泡3-20分钟或更长时间(具体时间和温度用户根据自己的试用情况确定),至酸洗钝化钢管表面污垢完全,成均匀银白色,形成均匀致密的钝化膜为止,处理完成后取出,用清水冲洗干净,再用碱水或石灰水冲洗中和。注意事项钢铁零件一般在10%~20%(体积)硫酸溶液中酸洗,温度为40℃。当溶液中含铁量超过80g/L,硫酸亚铁超过215g/L时,应更换酸洗液。常温下,用20%~80%(体积)的盐酸溶液对钢铁进行酸洗,不易发生过腐蚀和氢脆现象。由于酸对金属的腐蚀作用很大,需要添加缓蚀剂。酸洗钝化钢管清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。采用浓度为5%~20%的硫酸水溶液,工件表面氧化皮和粘附盐类的工艺称为硫酸酸洗法。为了硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。酸洗是把载体用6mol/L盐酸浸煮2h或浓盐酸加热浸煮30min,过滤,用水洗至中性,烘干。酸洗可除去酸洗钝化钢管表面上的铁、铝、钙、镁等杂质,但不能除去硅醇基。酸洗载体适宜于分析酸性样品。钢管酸洗脱脂钝化



