




精密钢管的分类
钢是钢材含碳量在0.04%-2.3%之间的铁碳合金。为了保证其韧性和塑性,含碳量一般不超过1.7%。钢的主要元素除铁、碳外,还有硅、锰、硫、磷等。钢的分类方法多种钢材多样,其主要方法有如下七种:
1、钢材按品质分类
(1) 普通钢(P≤0.045%,S≤0.050%)
(2) 优钢材质钢(P、S均≤0.035%)
(3) 高级优质钢(P≤0.035%,S≤0.030%)
2.、按化学成份分类
(1) 碳素钢:钢材a.低碳钢(C≤0.25%);b.中碳钢(C≤0.25-0.60%);c.高碳钢(C≤0.60%)。
(2) 合金钢:a.低合金钢(合金元素总含量≤5%);b.中合金钢(合金元素总含量>5-10%);c.高合金钢(合金元素总含量>10%)。



精密无缝钢管_42crmo精密钢管产品参数


精密钢管无张力减径
在多机架的减径机中对空心荒管进行的不带芯棒、不带张力的连轧工序,目的是获得小直径的长管材,以扩大产品规格和提高机组生产能力。无张力减径机和纵轧定径机(见管材定径)相同,但减径机的机架数目多达15~22架。
减径机轧制空心荒管的过程如图1所示。管子喂入轧辊后与孔型侧壁abcd四点接触,之后产生压扁变形。压扁变形是指管子截面积不变化,仅形状由圆变为椭圆,属于塑性弯曲。到管子与孔型壁相接触时压扁停止,减径变形开始,直至管子离开变形区。无张力减径机每架变形量较小,一般延伸系数不超过1.03~1.055。轧制薄壁管时变形过大会产生轧折缺陷。(图2)
经无张力减径后管壁要增厚,减径前后的壁厚关系可用以下经验公式确定:
对于壁厚小于15mm的成品管
S0=S[1-0.0044(D0-D)]
对于壁厚大于15mm的成品管
S0=S-(D0-D)/14.9
式中D0、D分别为减径前后管子的直径;S0、S分别为减径前后的壁厚。用上式求出的壁厚变化值含有平均值的意义,因为实际壁厚变化沿孔型周边的分布是不均匀的,如图3所示。由图3可见,增厚值以辊缝处(Ⅲ一Ⅲ截面) ,孔型顶部(I—I截面)小,在45。方向(Ⅱ一Ⅱ截面)次之。由于减径机为连轧机,成品管终的壁增厚由各架累积而成,累积后壁厚分布是45。方向处壁厚小。(见图4)



精密钢管概述
定义:精密钢管是指两端开口并具有中空断面,其长度与周边之比较大的钢材,按生产方法可分为无缝精密钢管和焊接精密钢管,精密钢管的规格用外形尺寸(如外径或边长)及壁厚表示,其尺寸范围很广,从直径很小的毛细管直到直径达数米的大口径管。精密钢管可用于管道、热工设备、机械工业、石油地质勘探、容器、化学工业和特殊用途。
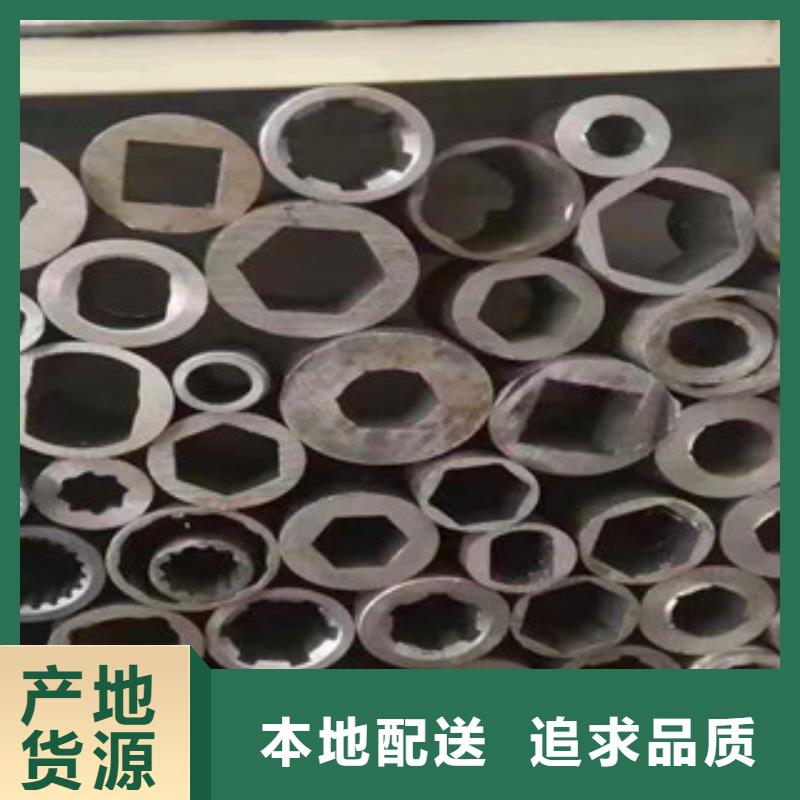
分类:精密钢管分无缝精密钢管和焊接精密钢管(有缝管)两大类。按断面形状又可分为圆管和异形管,广泛应用的是圆形精密钢管,但也有一些方形、矩形、半圆形、六角形、等边三角形、八角形等异形精密钢管。对于承受流体压力的精密钢管都要进行液压试验来检验其耐压能力和质量,在规定的压力下不发生泄漏、浸湿或膨胀为合格,有些精密钢管还要根据标准或需方要求进行卷边试验、扩口试验、压扁试验等。
1、按生产方法分类
(1)无缝精密钢管--热轧管、冷拔管、挤压管、顶管、冷轧管
(2)焊管
(a)按工艺分--电弧焊管、电阻焊管(高频、低频)、气焊管、炉焊管
(b)按焊缝分--直缝焊管、螺旋焊管

