


我们精心制作的型材拉弯,T型钢质量检测产品视频已经准备就绪,探寻型材拉弯,T型钢质量检测产品背后的故事,视频带你走进精彩世界!
以下是:型材拉弯,T型钢质量检测的图文介绍
产品优势图


型材拉弯中弯管开裂的原因制作办法:当加热曲折的钢管时,当曲折的钢管逾越必定的变形温度和必定的变形水平常,在管外部会产生裂纹。在变形速度低,抗拉强度高的相似成形条件下,弯管加工设备在此条件下进行的全部曲折作业均会损坏。现在,有两种类型的弯管加工设备,一个是预热设备,另一个是弯管设备,前者设置在弯管设备中,后者设置在跋涉组织和压紧组织中,跋涉组织包括下部支撑体和上部支撑体。其次,在上侧设置弯管加工设备结构,上下弯管加工设备和相邻的两个弯管加工设备选用压紧组织,夹紧构件在凸轮的推进下曲折。这样,跋涉了产品的稳定性,也避免了回弹曲折的现象。运用了弯管设备,而且机床装备了低压油缸。上模的下方设有压力缸,在上模的下方设有与下模相匹配的面,模具设置不才模的内芯上方,芯尾和底座相连接,旋转版的结束一方面和弹性缸固定,另一方面和活塞杆相连,刮板设置在旋转板的旋转内侧。弯管加工设备大大跋涉了出产的功率,降低了劳动强度。弯管加工设备的曲折组织包括旋转部分和安装在旋转部分上的管件,旋转部分包括旋转结构,其间旋转结构设有驱动设备,弯管组件包括凸起和曲折管模,而且驱动组织组织在相应的夹紧部分中。这种技能方案具有结构简略,操作方面的效果。



具体聊聊型材拉弯的基本方法弯管在拉弯磨具组里弯折,在全部工业设备中,绝大多数都使用弯管,要害用以油、气、打点滴等,在飞机场以及模块中占有要害影响力。在那么要害的使用情况下,针对弯管的出产加工办法人们掌握是多少呢?弯管加工办法 怎么避免裂开?冲压模具法:用冲床边带光洁度的型芯将管端扩张到所规则的规格和姿态。弯折成型法:常见三种办法弯管胀大法:一是将硫化橡胶放在管道内,上边用小冲头使管道凸起构成。二是液压胀大成型,在管道中心填充液压使管道曲折成必要形状,出产金属波纹管是这种办法的主要途径。锻造法:用模锻机揉捏水管的顶端或一部分,削减水管的直径,常见模锻器有转盘式、连杆式、手动式。滚轧法:一般无需芯棒,合适于薄壁管里侧圆正是为了处理弯管曲折出产过程中的裂缝缺陷,钢管曲折加热时,在必定的变形温度和必定的变形水平以上的情况下,钢管两边呈现裂缝的损害,现有的曲折机设备包括加热设备和曲折设备,加热设备设置在曲折设备中,曲折设备包括升降机和轻压组织。

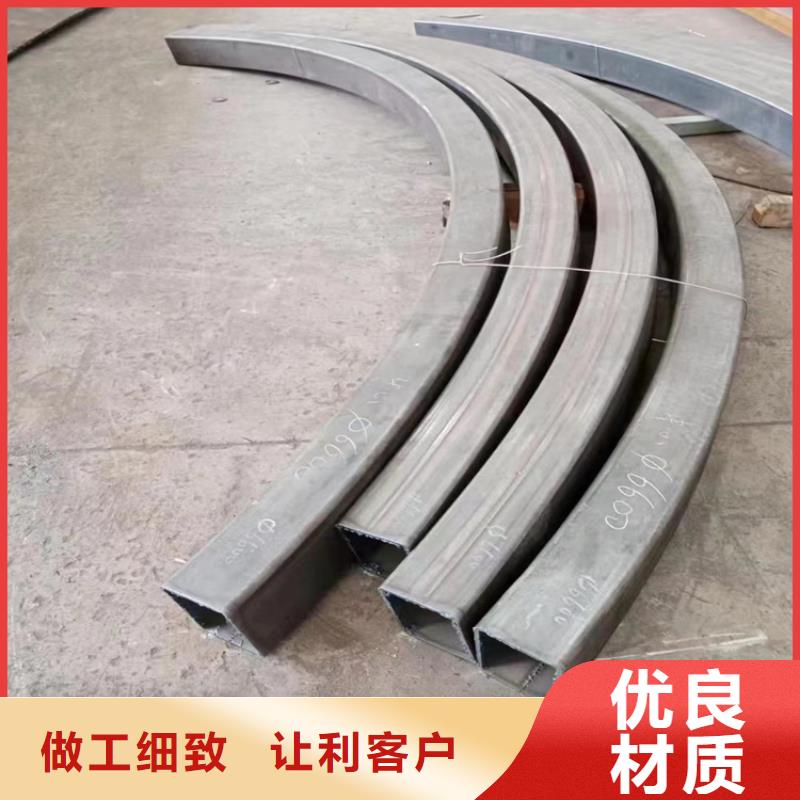
产品案例

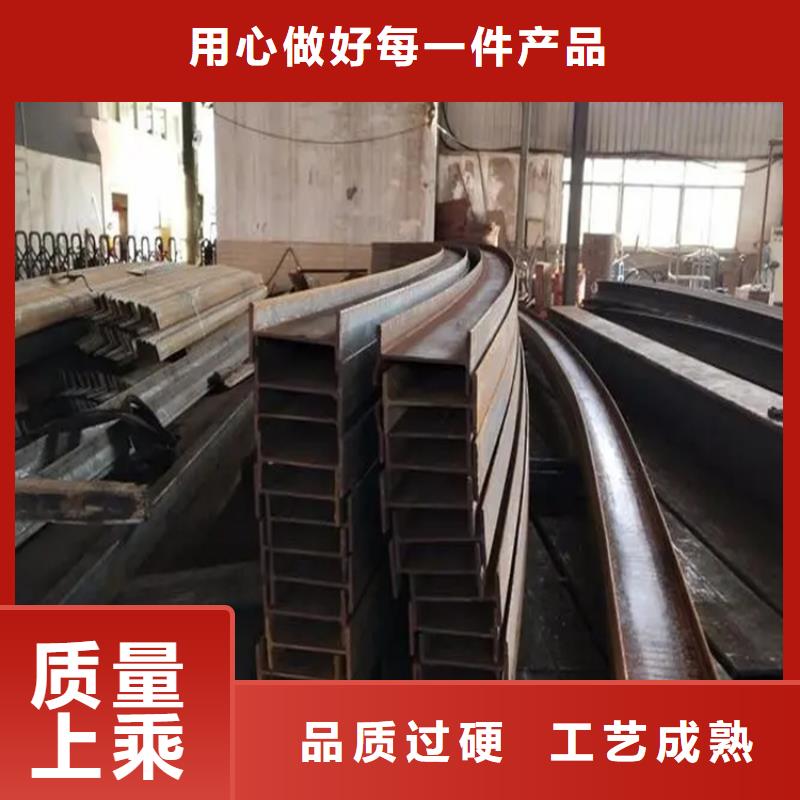
公司实力

关于型材拉弯加工厂的应用介绍型材拉弯加工厂型材因为其良好的机械性能而广泛应用于航空和汽车工业中。型材拉弯加工厂型材拉伸曲折是指将型材预拉伸到资料的屈从限,在坚持的轴向张力的同时进行加载和曲折,型材拉弯厂使其进入模具的凹槽并成形的曲折进程。在曲折进程中,施加轴向拉力以战胜内侧起皱,截面应力分布,减少回弹,进步成形精度。这是型材型材拉弯中需求解决的首要问题之一。在拉伸曲折件的生产进程中,依据拉伸曲折件的外形规划,得到拉伸曲折模具的形状。即使轴向张力在技术规范规定的残余应变下尽可能地增加,因为型材零件的相对大的曲折半径,仍然存在数量的回弹。拉伸曲折的曲率仍然很小,所以拉伸后需求进行校准。在型材的拉伸曲折进程中,中性层以下的部分遭到纵向紧缩应力,径向和宽度方向也遭到紧缩应力。在三维压应力作用下,容易发生纵向缩短变形和径向增稠变形,严重时会产生起皱现象。贵阳型材拉弯厂型材的拉伸曲折首要是指在预拉伸到资料屈从限并坚持的轴向张力之前,型材被加载和曲折的曲折进程,从而将它们压入模具的空腔中构成。

宏钜天成钢管有限公司拥有先进的设备,具有较完整的设计、开发、检测和制作 台湾锻打圆钢的能力。我们会根据你的实际需求为您提供使用的应用,我们用更多的创意为企业发展进行有效工作。此外,在技术层面上,我们还会考虑产品质量、、工艺、美观等因素,尽量为客户降低成本,提高广告效益。 在多年的风雨磨练下公司日渐形成先进的工作理念,管理架构与服务工作,通过增加各部门的精英人才,我们在为不断自我竞争力而努力,有着核心设计人才和专业的施工队伍,以求更完善地为每个客户服务。

