您的位置>首页 >海北当地今日推荐News >
苏沪16mn螺旋钢管规格表规格齐全每一处都是匠心制作
发布时间: 2024-06-07 10:46:41 浏览次数:1
以下是:苏沪16mn螺旋钢管规格表规格齐全每一处都是匠心制作的产品参数
| 产品参数 |
|---|
| 产品价格 | 4350 |
|---|
| 发货期限 | 两天 |
|---|
| 供货总量 | 4000 |
|---|
| 运费说明 | 物流 |
|---|
| 最小起订 | 1根 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 否 |
|---|
| 产品材质 | Q235B Q345B 16mn |
|---|
| 产品品牌 | 神悦 |
|---|
| 产品规格 | 规格全 |
|---|
| 发货城市 | 包头 |
|---|
| 产品产地 | 包头 |
|---|
| 加工定制 | 加工 |
|---|
| 产品型号 | 型号全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 碳钢 |
|---|
| 质保时间 | 一年 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 排水用 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 认证 |
|---|
| 产品功率 | 无功率 |
|---|
| 工作温度 | 530 |
|---|
| 长度 | 6米 可按客户要求定尺 |
|---|
以下是:苏沪16mn螺旋钢管规格表规格齐全每一处都是匠心制作的图文视频
导读 您是想要在青海省海北市采购高质量的苏沪16mn螺旋钢管规格表规格齐全每一处都是匠心制作产品吗?青海省海北市苏沪金属制品有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的苏沪16mn螺旋钢管规格表规格齐全每一处都是匠心制作产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:朱经理-13777556586,QQ:13777556586,地址:《杭州德清升华库发货到海北》。 青海省,海北藏族自治州 海北州地处青海省东北部、青藏高原东北部,黄土高原西缘,属高原大陆性气候。海北藏族自治州境内经青海省人民政府先后公布的文物保护单位有36处。其中,属于国家级文物保护单位的有西汉西海郡治龙夷城;属于省级文物保护单位的有11处;共清理墓葬40余座,出土文物700余件。这里也是王洛宾先生创作著名歌曲《在那遥远的地方》时的采风地。
对于苏沪16mn螺旋钢管规格表规格齐全每一处都是匠心制作产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的最佳方式。
以下是:苏沪16mn螺旋钢管规格表规格齐全每一处都是匠心制作的图文介绍
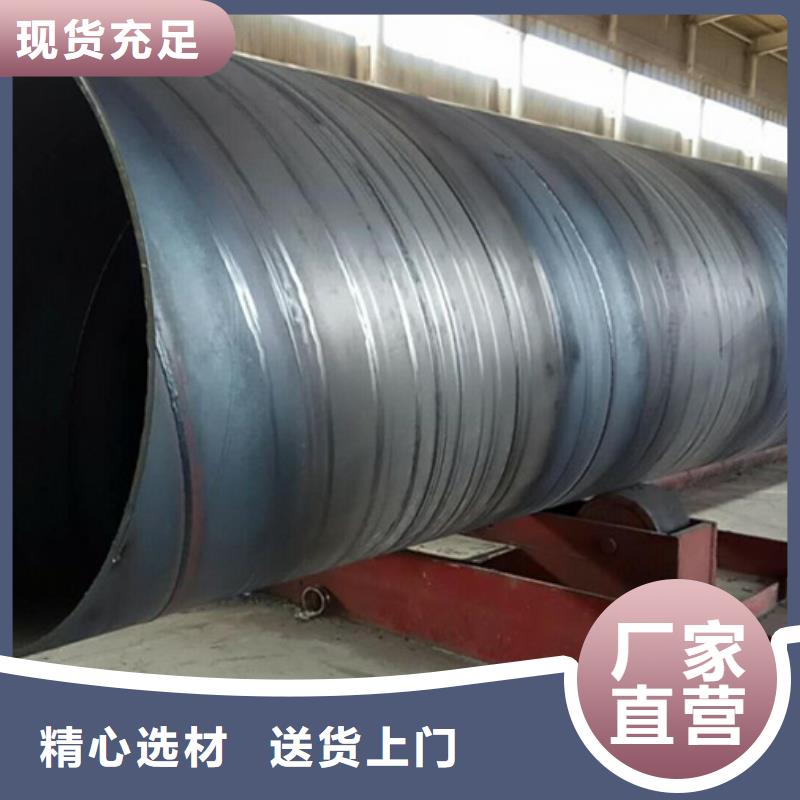
4.螺旋管整个生产线的所有设备都具有与计算机数据采集系统联网的功能,以实现数据的实时传输,生产过程中的技术参数由中央控制室控制。 5.螺旋管原料是盘管、导线和熔剂。进入前必须经过严格的物理和化学检验。 6.螺旋管剥去钢头尾对接接头,采用单丝或双丝埋弧焊,卷成钢管后,自动进行埋弧焊修复焊接。 7.螺旋管成形前,将带钢调平,修整,刨平,表面清洁,运输和预弯曲。 8.螺旋管用电接触压力计控制输送机两侧的压力,以确保钢带的顺利运输。 9.螺旋管采用外部控制或内部控制辊形。 10.螺旋管采用焊接控制装置,确保焊缝满足焊接要求,严格控制管道直径、位错和焊缝。 11.螺旋管为了获得稳定的焊接质量,美国的林肯焊机采用单丝或双丝埋弧焊进行内焊和外焊。



为了进一步优化通用设计方案,Q345B螺旋管厂家统一组织开展了大小口径螺旋钢管通用设计调研工作。征求各网省公司基建生产部门。相关设计单位和大小口径螺旋钢管加工企业的意见,对现有方案进行补充、完善和优化本次调研采取书面调研方式。 Q345B螺旋管双面埋弧焊接工艺指的是在生产螺旋钢管过造成所才用到制造加工工艺。首先将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。螺旋缝双面埋弧焊钢管是通过成型机将原料带钢螺旋成型,通过内外埋弧焊接,从而生产出不同规格的螺旋焊管。螺旋缝双面埋弧焊钢管生产工艺简单、大中口径焊管生产成本相对比较低,具有低成本运行优势,在中大口径低压输水管、热力管和打桩管等市场具有价格优势。螺旋缝双面埋弧焊钢管特点及其标准分类:低压流体输送用螺旋缝双面埋弧焊钢管 (SY/T5037-2018)双面埋弧焊管的垛与垛之间应留有一定的通道,检查道的宽度一般在0.5m左右,出入通道的宽度根据材料大小和运输机械而定,一般在1.5到2m。双面埋弧焊管采用双面埋弧螺旋焊接技术,将窄带(板)卷连续焊接而成的钢管。


总结 选购苏沪16mn螺旋钢管规格表规格齐全每一处都是匠心制作来青海省海北市找青海省海北市苏沪金属制品有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:朱经理-13777556586,{QQ:13777556586},地址:德清升华库。