

电镀45#无缝管
一般45#无缝管前处理工程过程为,研磨预备洗淨水洗电解脱酯水洗酸浸及活性化水中和水洗电镀。
1 前处理的目的
前处理的目的是为了得到良好的镀层,由于镀件在製造、 加工搬运、保存期间会有油酯、氧化物锈皮、氢氧化物、 灰尘等污物附著于镀件表面上,若不去除这些污物而进行 电镀将得不到良好的镀层。镀件品质,前处理占很重要的地位。
2 前处理不良所造成之镀层缺陷
前处理不良所造成之镀层缺陷,有下列几项:(1)剥离, (2)气胀,(3)污点,(4)光泽不均,(5)凹凸不平,(7)小孔 (8)降低耐蚀性,(9)脆化。电镀之不良,前处理佔很大的原因。
3 污物的种类
污物的种类,可分为有机物及无机物。有机物污物主要是动 物性油酯,植物性油酯及矿物性油酯,无机物污物是金属氧化 物、盐类、尘埃、及砂土。另外由有机物和无机物污物之物如 研磨屑、研磨材料。动物性及植物性油酯可被化缄剂皂去除。 矿物性油污无法被缄剂皂去除需用三菉乙烯、汽油、石油溶剂 乳化剂等去除。无机物污物可被酸或缄溶解,利用酸、缄浸渍 、化学或电解方法去除及机械研磨方法去除。无机、有机混合污物,去除较困难,除了利用化学方法,亦须用电解,机械研磨等方法联合应用去除。
4 电镀前处理去除的典型污物
(1) 润滑油(2) 切削油 (3) 研磨油(4) 热斑(5) 锈及腐蚀物 (6) 淬火残留物(7) 热处理盐(8) 热处理盐(9) 污迹(10) 油漆及油墨



生产高精度冷拔无缝钢管重要要求
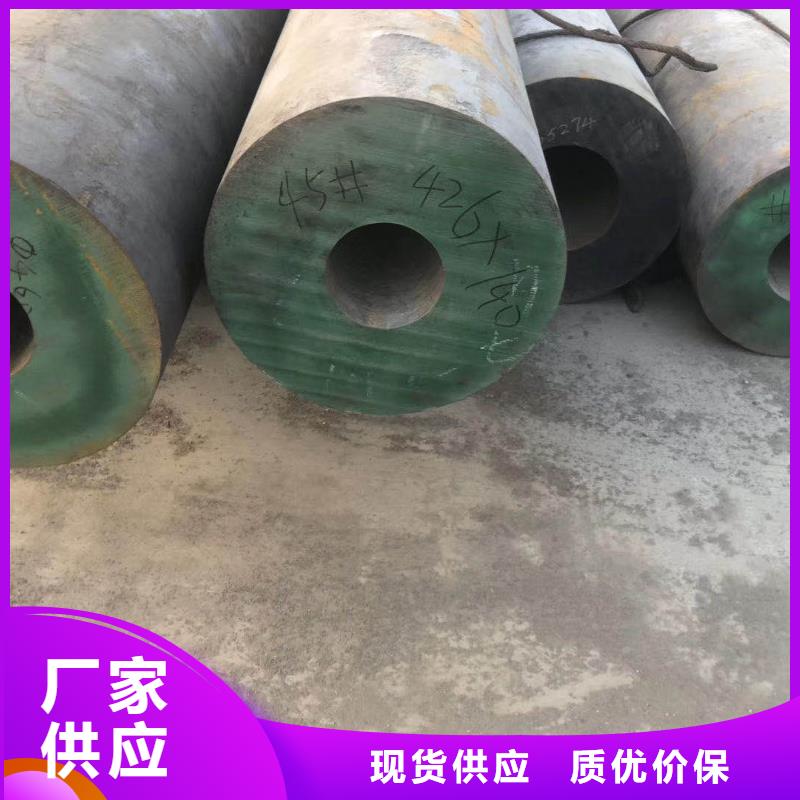
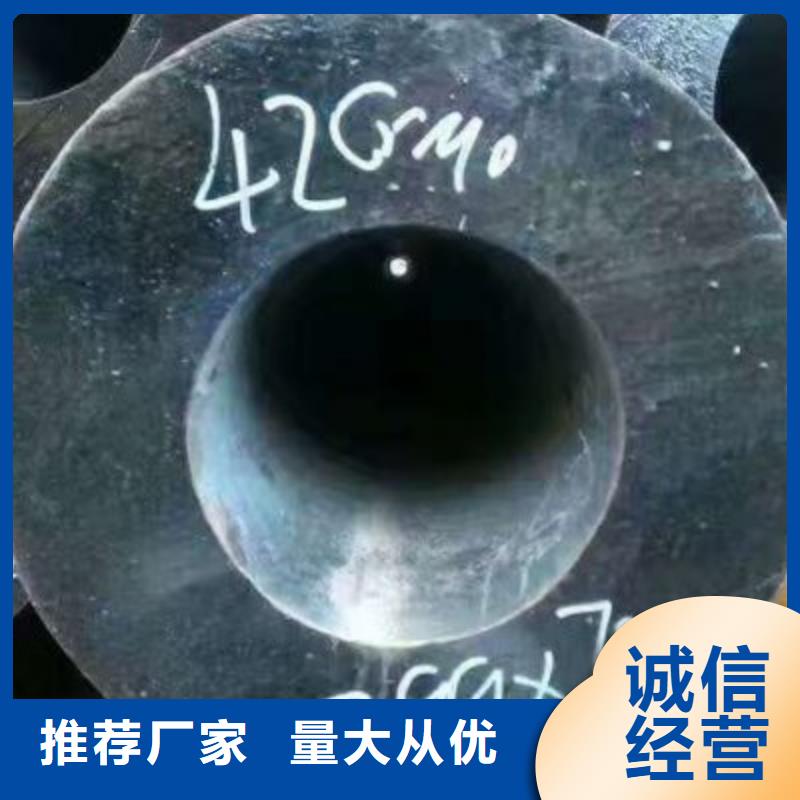
高精度冷拔冷拔无缝钢管是一种新型高技术节能产品。近年来,采用本项技术生产的冷拔无缝钢管已广泛地应用于国内液压、气动缸,煤炭井下支架(支柱),石油泵管,千斤顶等制造领域。高精度冷拔冷拔无缝钢管的推广应用对节约钢材,提高加工工效,节约能源,减少液压缸、气缸加工设备投资有重要意义。
冷拔方式:生产高精度冷拔无缝钢管──液压缸体与传统的切削工艺比较,具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)冷拔无缝钢管能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔无缝钢管是用无缝热轧钢管、直缝焊管为坯料,冷拔无缝钢管经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。



鑫森通达无缝钢管有限公司用心选材,整体采用高品质材料。做工精细提高产品质量,注重产品细节的制造。主营产品 湖南湘西合金钢管 。我们本着生产优良、经销诚实守信、服务热情周到的服务宗旨和协助伙伴成就事业从而成就自己的事业的立业精神,为客戶提供良好的品质和服务。


小口径无缝钢管的规格分为外径和壁厚两种,外径的规格一般在6mm-89mm之间,而壁厚则在1mm-12mm之间,按照以上的规则,一般的规格有6*1、18*5、25*6等等。而19*1.5的则是小口径薄壁钢管,因为其厚度只有1.5mm,此外还有27*4、19*5等等规格的小口径钢管。
小口径无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管具有中空截面,大量用作输送流体的管道,钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。



