


想要了解花键管现货齐全产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:花键管现货齐全的图文介绍


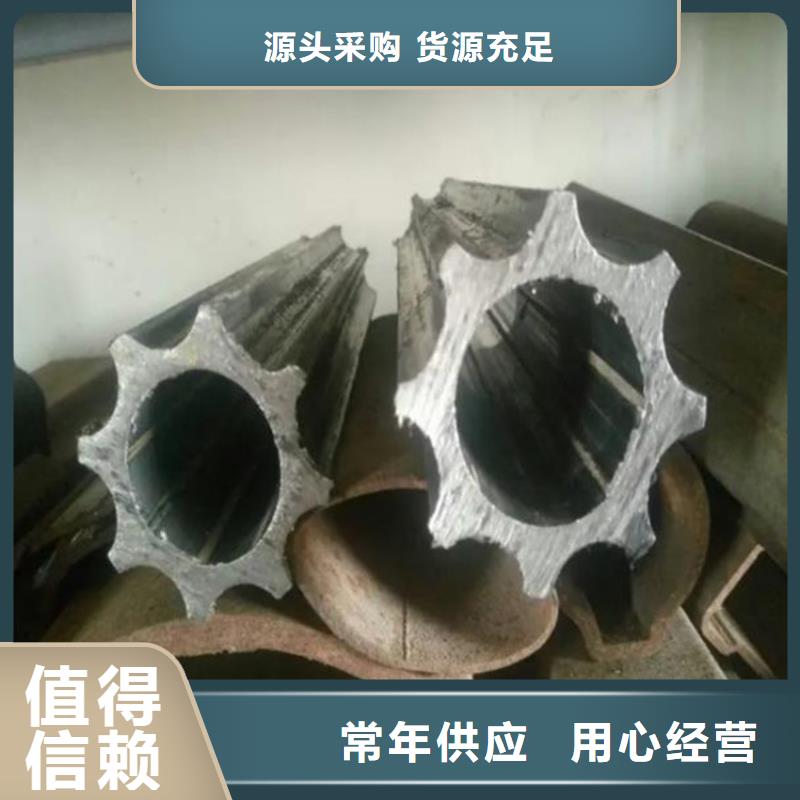
花键管所述下压驱动源的输出端向靠近所述子模的方向移动时,所述牵引绳带动所述导向柱沿所述导向柱的轴向靠近所述子模。 通过采用上述技术方案,下压驱动源驱使子模冲头冲压花键管的同时,牵引绳在下压驱动源的驱使下带动标记刀冲头挤压定位标记刀,定位标记刀在标记刀冲头的驱使下在花键管的外侧壁上加工定位标记,一个驱动源即可完成规格标记与定位标记的加工,节省了成本。 通过采用上述技术方案,使得牵引绳施加给导向柱的牵引力的方向与导向柱的轴线互相平行,提高了牵引力的利用率。 12.可选的,还包括调节所述固定件与所述标记刀冲头间距的调节组件,所述调节组件包括引导柱、内螺纹管、挡环、啮合齿、主动齿轮和调节驱动源,所述引导柱固定于所述固定件上,所述引导柱沿所述导向柱的轴向滑移连接于所述支撑板上,所述内螺纹管螺纹连接于所述导向柱远离所述标记刀冲头的一侧,所述内螺纹管穿设于所述固定件上且与所述固定件转动连接,所述挡环的数量为两个,两所述挡环分别固定于所述内螺纹管的两端,两所述挡环分别抵接与所述固定件的两侧,所述啮合齿设于一所述挡环的外周壁上,所述调节驱动源固定于所述固定件上,所述主动齿轮固定于所述调节驱动源的输出轴上,所述主动齿轮与所述啮合齿互相啮合。



金帝钢管有限公司始终秉承“责任、诚信、创新、共赢”的核心价值观,遵循“优质、准点、、文明、”的方针,本着“始于用户需求、高于用户期望”的服务理念,为用户提供的 云南玉溪热轧无缝钢管和服务,帮助用户和员工实现价值的同时,积j i回报社会,追求企业与环境和谐持续发展,助推 云南玉溪热轧无缝钢管行业发展,履行一个企业的社会责任。
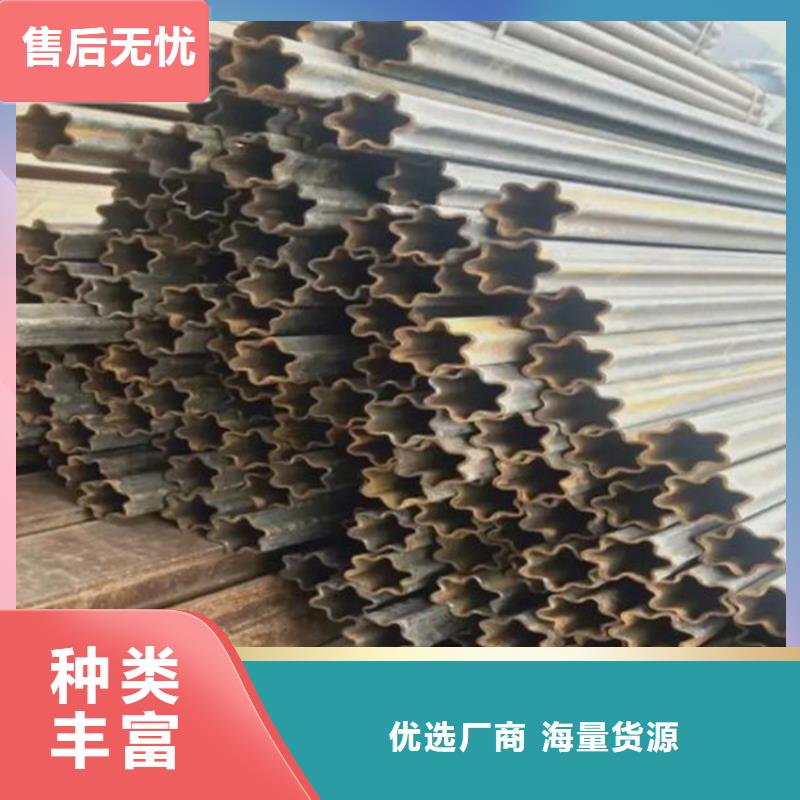
花键管现货齐全


异形花键管退火技术条件:①普通灰铸铁以550℃为宜,超过550℃容易使部分渗碳体发生石墨化、颗粒化,导致异形花键精密无缝管强度、硬度下降。高合金灰铸铁温度可达650℃,低合金灰铸铁温度可达到600℃。其二,一般采用60~120℃/h的加热速度。 异形花键精密无缝管形状复杂,各部位差异大,宜慢热。③保暖时间一般选择在2~8小时。一般灰铸铁在550℃退火,保温2小时后,残余应力降到原来的60%,8小时后降到40%。④冷速一般控制在20~40℃/h,冷量不超过200~150℃即可烘干。注:铸造过程中,在未降至室温前,不得用水、雨、雪进行浸渍。异形花键精密无缝管生产完成后应放置平稳,小异形花键精密无缝管可堆叠。



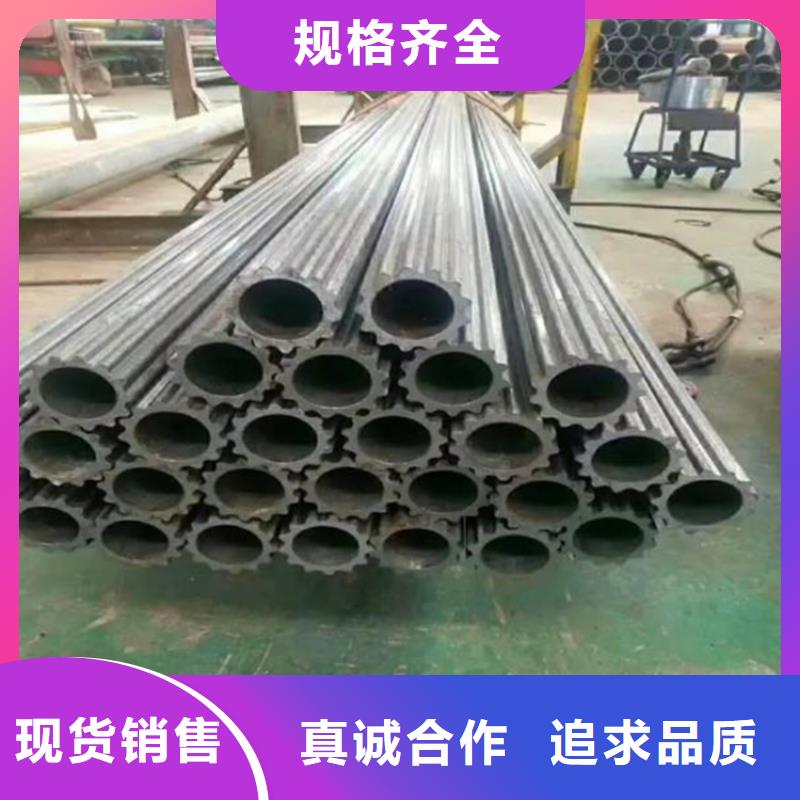
花键管完全奥氏体化正火反应。在850~900℃(Ac1上限+(50~60)℃),在一定的正火温度范围内,加热温度越高,奥氏体中的碳含量越多,合金元素越多,正火后珠光体越多,因而硬度也越高,因此,当需要正火后铸铁强度、硬度较高时,可选择加热温度上限。 一般情况下,在自然空气中(或风吹)冷却1~3小时后加热。异形花键精密无缝管成形复杂或较重要,正火处理后应重新进行内应力退火。若异形花键精密无缝管原始组织中有过多的自由渗碳体,则必须加热到Ac1上限+(50~100)℃(约900~960℃),高温石墨化以自由渗碳体,然后再进行细牙花键精密光亮无缝管正常完全奥氏体化正火。

