

想了解我们的精密厚壁管厂家规格齐全产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:精密厚壁管厂家规格齐全的图文介绍

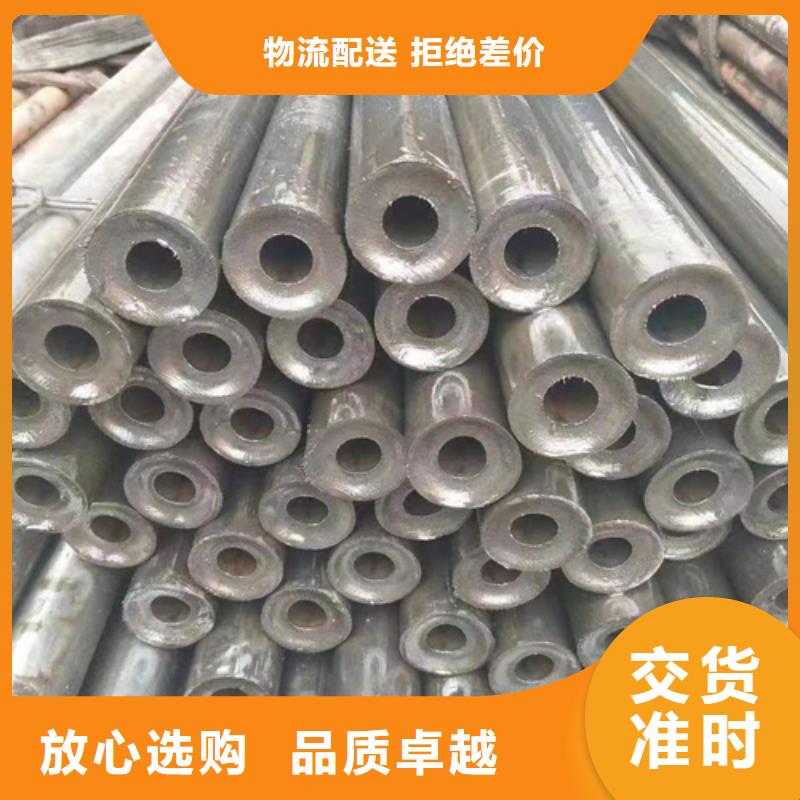
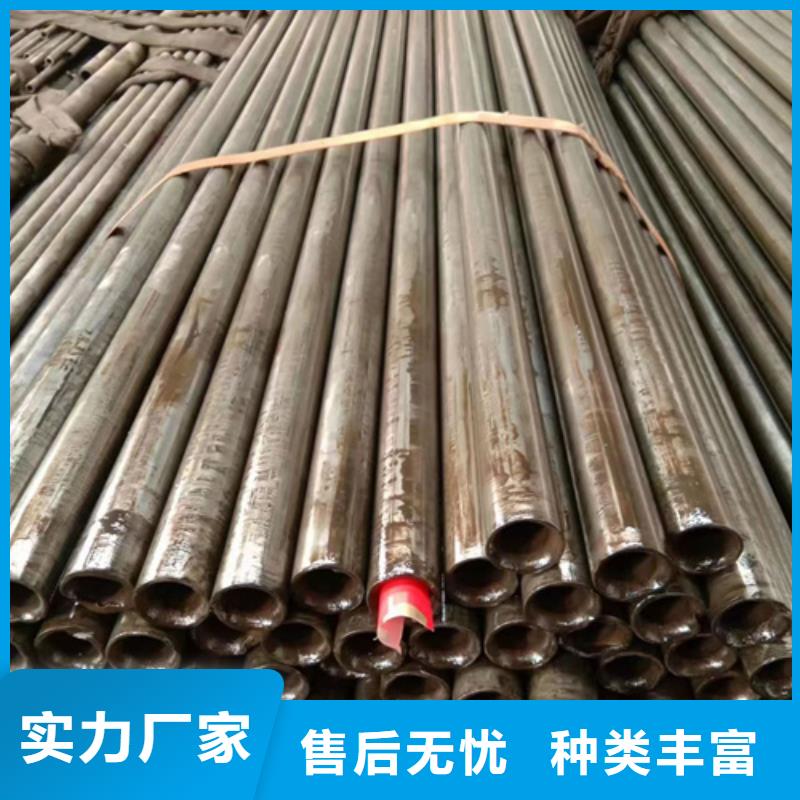
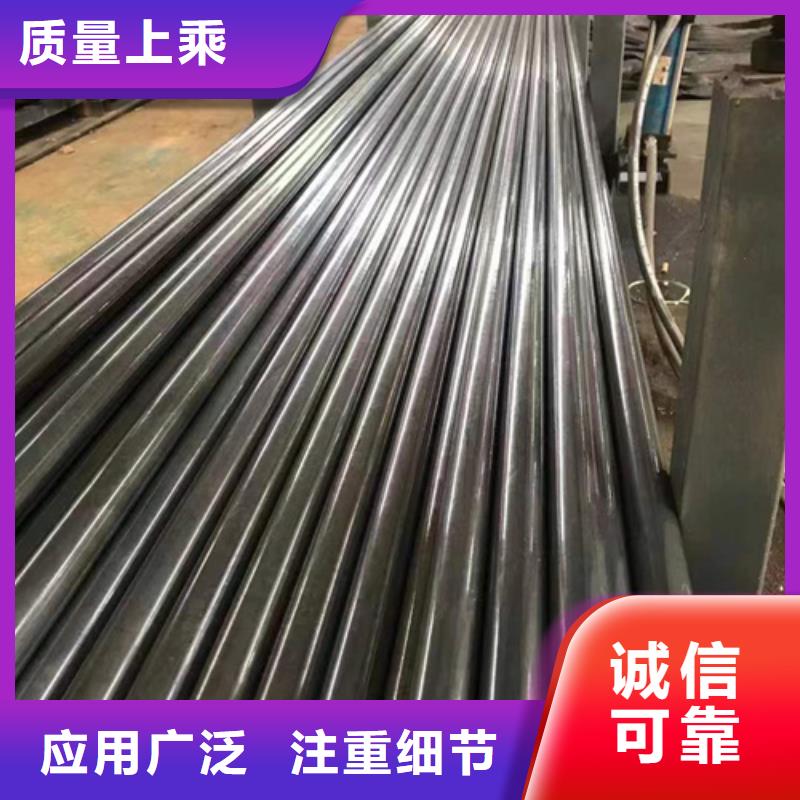
精密无缝钢管有着较高的精密度,所以更有着非常好的综合性能。当精密钢管经过热处理之后精密钢管可以适用于很多不同的工作环境。精密无缝钢管也有着较好的防腐性,这也使得它可以用来制作各种压力容器的零件。精密钢管与普通的钢管相比,有着更加小的精密钢管外径。也因为其精度非常高,因而可以用来作小批量的生产。金属的密度也比较高。这些都是精密无缝钢管的优势所在
在大多数的人潜意识里认为精密钢管因为其的地是不会生锈的。说实话,精密钢管的耐腐蚀性能是非常的好,所以他的性价比也比较高,因为他的表层有一层渡化膜,能够减少被氧化的可能性。
但是由于人们对于精密钢管过度的放任,对精密钢管的保养不会在意。 但是精密钢管的表明渡化膜中耐腐蚀性比较弱的部分会因为自激反应形成点腐蚀反应,,生产小小的孔,会和接近的氯离子容成很强的腐蚀性的溶液,加快腐蚀的速度。再加上不锈钢内部的晶间腐蚀开裂,都会对不锈钢板的表面的渡化膜进行破坏。因此,对精密钢管的表层要进行一定层次的清洁保养,来更好的延长精密钢管的使用寿命。
在大多数的人潜意识里认为精密钢管因为其的地是不会生锈的。说实话,精密钢管的耐腐蚀性能是非常的好,所以他的性价比也比较高,因为他的表层有一层渡化膜,能够减少被氧化的可能性。
但是由于人们对于精密钢管过度的放任,对精密钢管的保养不会在意。 但是精密钢管的表明渡化膜中耐腐蚀性比较弱的部分会因为自激反应形成点腐蚀反应,,生产小小的孔,会和接近的氯离子容成很强的腐蚀性的溶液,加快腐蚀的速度。再加上不锈钢内部的晶间腐蚀开裂,都会对不锈钢板的表面的渡化膜进行破坏。因此,对精密钢管的表层要进行一定层次的清洁保养,来更好的延长精密钢管的使用寿命。


一、预热预热有利于减低中碳钢热影响区的 硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预热还能改善接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。二、焊条条件许可时优先选用碱性焊条。三、坡口形式将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。四、焊接工艺参数由于母材熔化到 层焊缝金属中的比例 达30%左右,所以 层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小母材的熔深。五、焊后热处理焊后 对焊件立即进行应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。应力的回火温度为600~650℃。 若焊后不能进行应力热处理,应立即进行后热处理。中国无缝钢管交易网小编讯:铸铁管是由生铁制成。按其制造方法不同可分为:砂型离心承插直管、连续铸铁直管及砂型铁管。按其所用的材质不同可分为:灰口铁管、球墨铸铁管及高硅铁管。铸铁管多用于给水、排水和煤气等管道工程。



通圆钢管制造有限公司的目标:让客户省时、省力、省心、省金;以质量取胜,以服务取优,以价格取信。
我们的承诺是:保证精美的品质,给予较低的 山西运城45#精密钢管价格,提供热情的服务,因为您的满意,是我们的追求。


真空淬火
真空淬火炉按冷却方法分为油淬和气淬两类,按工位数分为单室式和双室式,904山\畏嘲均属周期式作业炉。真空油淬炉都是双室的,后室置电加热元件,前室的下方置油槽。工件完成加热、保温后移入前室,关闭中门后向前室充入惰性气至大约2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面变质。由于表面活性大,在短暂的高温油膜作用下即可发生显著薄层渗碳,此外,碳黑和油在表面的粘附对简化热处理流程很不利。真空淬火技术的发展主要在于研制性能优良、工位单一的气冷淬火炉。前述双室式炉亦可用于气淬(在前室喷气冷却),但双工位式的操作使大批量装炉的生产发生困难,也易在高温移动中引起工件变形或改变工件方位增加淬火变形。单一工位的气冷淬火炉是在加热保温完成后在加热室内喷气冷却。气冷的冷速不如油冷快,也低于传统淬火法中的熔盐等温、分级淬火。因而,不断提高喷冷室压力,增大流量,以及采用摩尔质量比氮和氩小的惰性气体氦和氢,是当今真空淬火技术发展的主流。70年代后期将氮气喷冷的压力从(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷却能力接近于常压下的油冷。80年代中期出现超高压气淬,用(10~20)%26times;10Pa的氦,冷却能力等于或略高于油淬,已进入工业实用。90年代初采用40%26times;10Pa的氢气,接近水淬的冷却能力,尚处于起步阶段。工业发达 已进展到以高压(5~6)%26times;10。Pa气淬为主体,而中国产气淬一些金属的蒸气压(理论值)与温度的关系则尚处于一般加压气淬(2%26times;10Pa)型阶段。
真空淬火炉按冷却方法分为油淬和气淬两类,按工位数分为单室式和双室式,904山\畏嘲均属周期式作业炉。真空油淬炉都是双室的,后室置电加热元件,前室的下方置油槽。工件完成加热、保温后移入前室,关闭中门后向前室充入惰性气至大约2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面变质。由于表面活性大,在短暂的高温油膜作用下即可发生显著薄层渗碳,此外,碳黑和油在表面的粘附对简化热处理流程很不利。真空淬火技术的发展主要在于研制性能优良、工位单一的气冷淬火炉。前述双室式炉亦可用于气淬(在前室喷气冷却),但双工位式的操作使大批量装炉的生产发生困难,也易在高温移动中引起工件变形或改变工件方位增加淬火变形。单一工位的气冷淬火炉是在加热保温完成后在加热室内喷气冷却。气冷的冷速不如油冷快,也低于传统淬火法中的熔盐等温、分级淬火。因而,不断提高喷冷室压力,增大流量,以及采用摩尔质量比氮和氩小的惰性气体氦和氢,是当今真空淬火技术发展的主流。70年代后期将氮气喷冷的压力从(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷却能力接近于常压下的油冷。80年代中期出现超高压气淬,用(10~20)%26times;10Pa的氦,冷却能力等于或略高于油淬,已进入工业实用。90年代初采用40%26times;10Pa的氢气,接近水淬的冷却能力,尚处于起步阶段。工业发达 已进展到以高压(5~6)%26times;10。Pa气淬为主体,而中国产气淬一些金属的蒸气压(理论值)与温度的关系则尚处于一般加压气淬(2%26times;10Pa)型阶段。



