



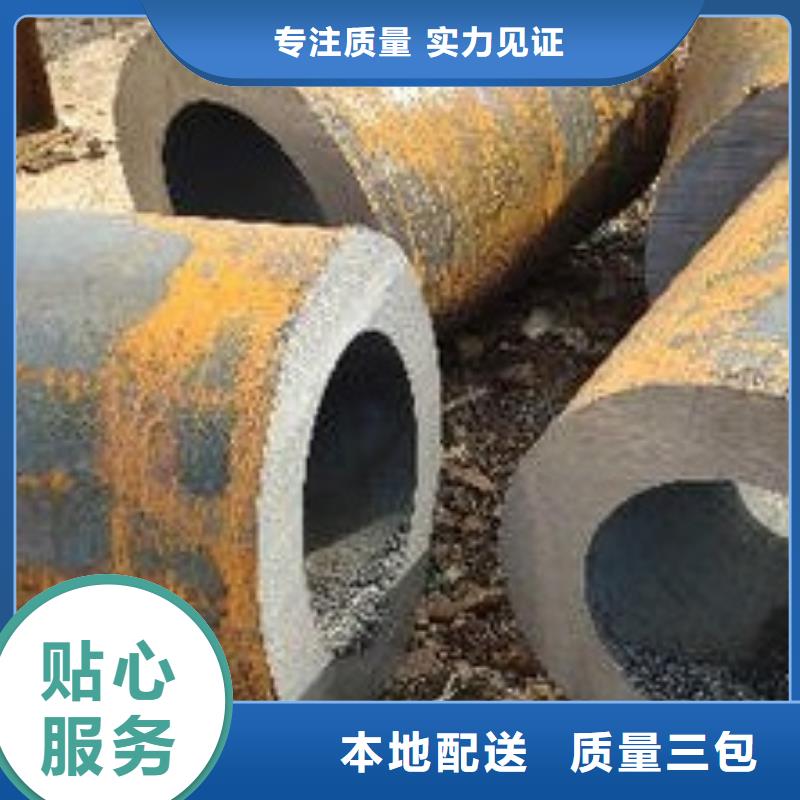

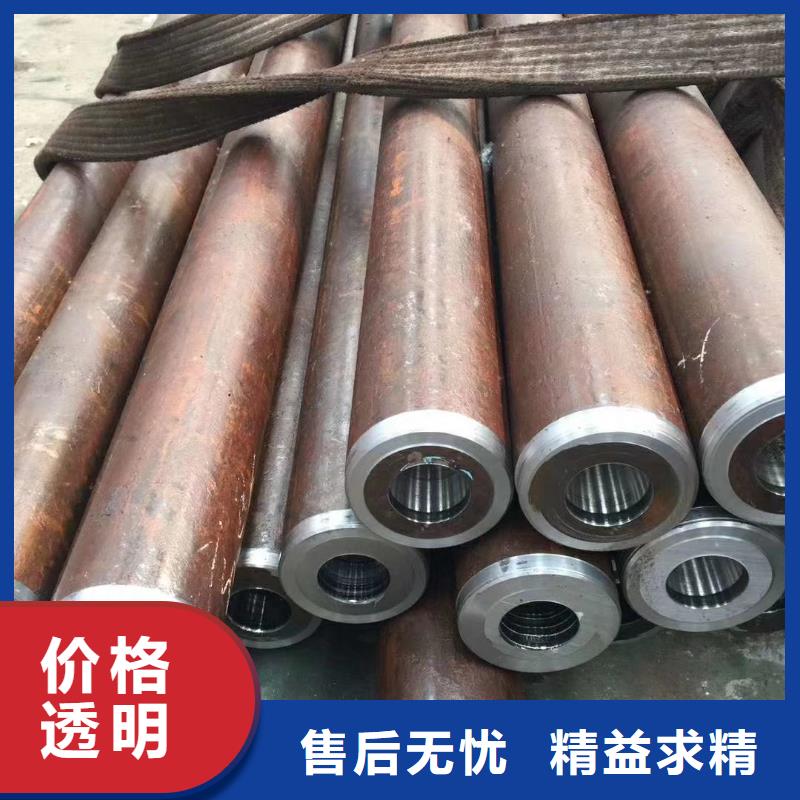
我们精心制作的Q355C钢管使用环境和性能产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:Q355C钢管使用环境和性能的图文介绍

华尔网无缝钢管的原材料种类繁多,特性各不相同,所以无论是黑色金属复合材料和有色金属复合材料的原材料,还是后面要讨论的非金属材料自然都是不同的。华尔网无缝钢管产品在选择原材料时,会因应用场所不同而不同,各种原材料因结构不同而有其相应的适用范围,那么如何使原材料的应用适合 材料因此,它是选择原材料的一个很大的标准。明确指出选择原材料的几个重要考虑因素,并给出各种措施的具体例子。 原材料的种类和规格必须符合应用的要求。 选择华尔网无缝钢管的原材料常见的考虑是要达到设备的特性和要求,如抗拉强度、可钻性、耐腐蚀性等。许多原材料似乎都能够满足 使用要求,但如果选用有正字标记或符合我国标准规格的原材料,由于其元器件和工业设备特性都经过测试,有一定的保证,所以质量会更有保障。原材料的价格要合理,价格是选材的另一个重要因素。因为如果的原材料价格昂贵,商品成本肯定会增加,市场竞争力就会降低。 因此,如果原材料不是 的选择,那么价格优惠的同档次原材料或替代开发产品是一个很好的解决方案。华尔网无缝钢管原材料的产品质量应该是一致的。华尔网无缝钢管产品如果是单一的,可以不充分考虑一致性的难度,但如果属于多个生产加工对象,原料供应要尽量稳定,质量一定要 一定要确定,否则会因产品质量差而退货。 或者补偿,金钱和信用的伤害很可能是无法弥补的,所以在选择原材料供应之初,原材料质量的一致性和来源的性也是重要的考虑因素。


杰达通钢管有限公司将继续坚持“质量至上、用户为先、信誉良好”的宗旨,以优惠的价格,优异的 安徽合肥外径385厚皮管和完善的服务来满足广大用户的需求。依靠创新和优良的品质,出优异产品,创优异效益,与您共创美好灿烂的明天!



热处理是将华尔网无缝钢管放在一定的介质内加热、保温、冷却,通过改变材料表面或内部的晶相组织结构,来控制其性能的一种无缝钢管热加工工艺。常化的热处理工艺除了退火、回火外,还有以下三类:华尔网无缝钢管常化处理,也称为正常化处理。无缝钢管热处理工艺中的常化处理实际就是正火处理。通常是在热加工过程中,无缝钢管材料组织改变,性能也随之改变,为了使组织恢复常态,常常采用正火处理,因此也把正火处理称作常化处理。常化处理可以作为终热处理,也可作为预先热处理,还可改善加工性能。一般情况下,碳钢正火处理就是将加热到高温并完成奥氏体化的碳钢工件,直接在空气中冷却,以获得细小珠光体组织的热处理工艺。正火热处理的组织具有较好的综合机械性能。无缝钢管淬火是将无缝钢管加热到奥氏体化温度即临界温度AC3(亚共析钢)或AC1(过共析钢)以上某一温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度冷却快冷到Ms以下(或附近等温)进行马氏体(或贝氏体)转变的热处理工艺。另外,通常也将铝合金、铜合金、钛合金、钢化玻璃等材料的固溶处理或带有快速冷却过程的热处理工艺称为淬火。程度的调整,其强度、塑性和韧性都较好,具有良好的综合机械性能。调质淬火时,使无缝钢管的淬火部位得到以细针状淬火马氏体为主的显微组织。但其中高温回火是指在500-650℃之间进行回火,高温回火后得到回火索氏体。这是一种铁素体与粒状碳化物的混合物。


华尔网无缝钢管不均主要表现为螺旋状壁不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象。详细为:螺旋状壁厚不均成因是:穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整缘由形成的壁厚不均,普通沿钢管的全长呈螺旋状散布。首要方法是调整穿孔机轧制中心线,使两轧辊的倾角持平,按轧制表给定参数调整轧管机。 直线状壁厚不均成因:芯棒预穿鞍座高度调整不适宜,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,形成壁厚不均以至拉凹缺陷。连轧轧辊空隙过小或过大。轧管机中心线误差。单、双机架压下量不均,会构成法兰单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称误差。 调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。交换孔型及轧制规范时应丈量轧辊空隙,使理论轧辊空隙与轧制表坚持分歧。用光学对中安装调整轧制中心线,每年大修时校正轧管机中心线。厚壁钢管、头、尾部壁厚不均成因:管坯前端切斜度、弯曲渡过大、管坯定心孔不正易形成钢管头部壁厚不均。 穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易构成钢坯尾部壁厚不均。检查管坯质量,避免管坯前端切斜度、压下量大,交换孔型或检修均应校正定心孔。选用较低的穿孔速度,以确保轧制的稳定性和钢坯壁厚的平均度。当调整滚动速度时,匹配导板将相应地调整。



