

产品优势图


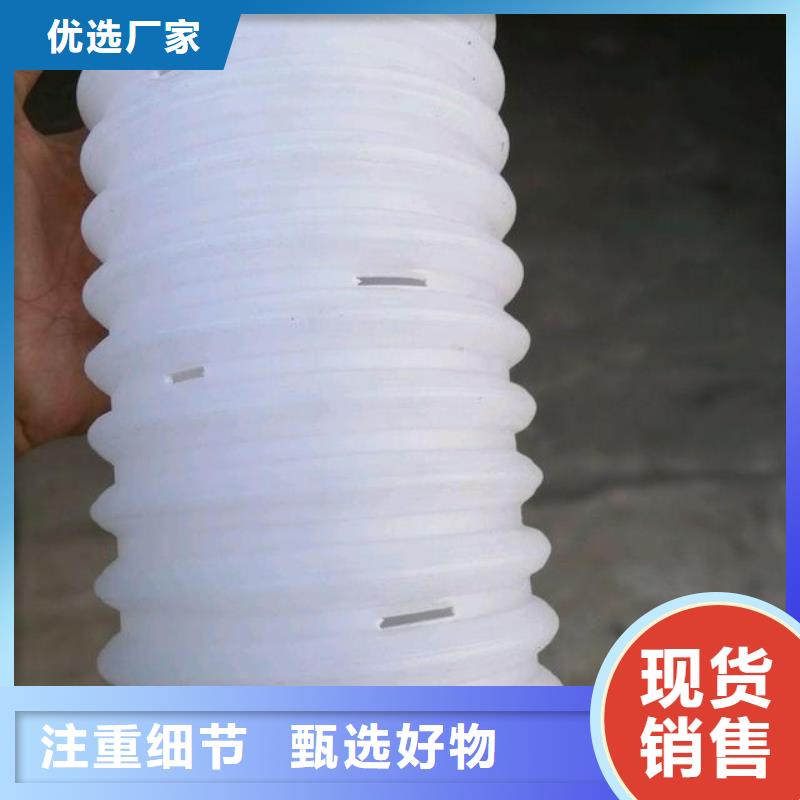
打孔波纹管在施工前应先确认PE矿用管道是否符合行业的标准要求,打孔波纹管如下几点: 1、外观:矿用PE管材内外壁应该光滑、平整、不允许有气泡、裂口和明显沟纹、凹陷等,外观色泽均匀,每根管材两端面应和轴线垂直。 2、壁厚偏差:管材同一截面壁厚偏差不超过14%。 3、壁厚:与公称外径、公称压力对应的管材小壁厚应符合标准要求。 4、不圆度:管材的不圆度不应大于5%。 5、扁平:PE管材被压至内壁重全,应无裂纹和破坏。 6、液压:在试验压力保压为100h,PE管材应无渗漏和破坏。 7、拉伸强度和拉断伸长率:拉伸强度不应小于9.0Mpa,拉断伸长率不应小于300%。 8、表面电阻:根据PE矿用管的用途不同,其表面电阻要求也不同。 ①供、排水用管:外壁表面电阻算术平均值不应大于1.0×10^9Ω; 打孔波纹管 ②正压风管:内、外壁表面电阻算术平均值不应大于1.0×10^8Ω; ③喷浆用管:内、外壁表面电阻算术平均值不应大于1.0×10^8Ω; ④负压风管:内、外壁表面电阻算术平均值不应大于1.0×10^6Ω; ⑤抽放瓦斯用管:内、外壁表面电阻算术平均值不应大于1.0×10^006Ω。 9、煤矿用法兰应大于或等于煤矿用PE管各项技术标准。

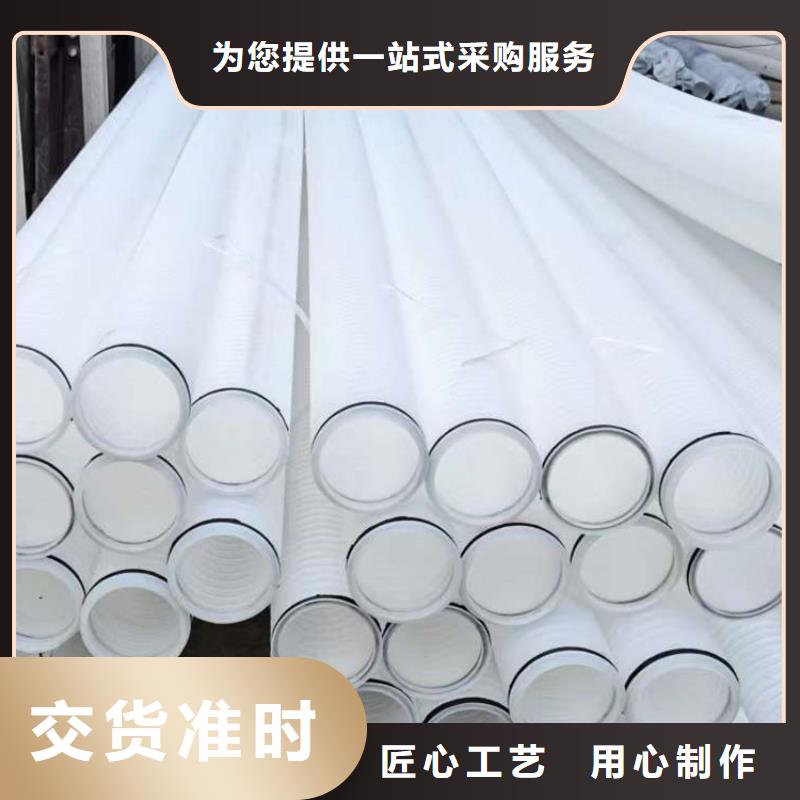
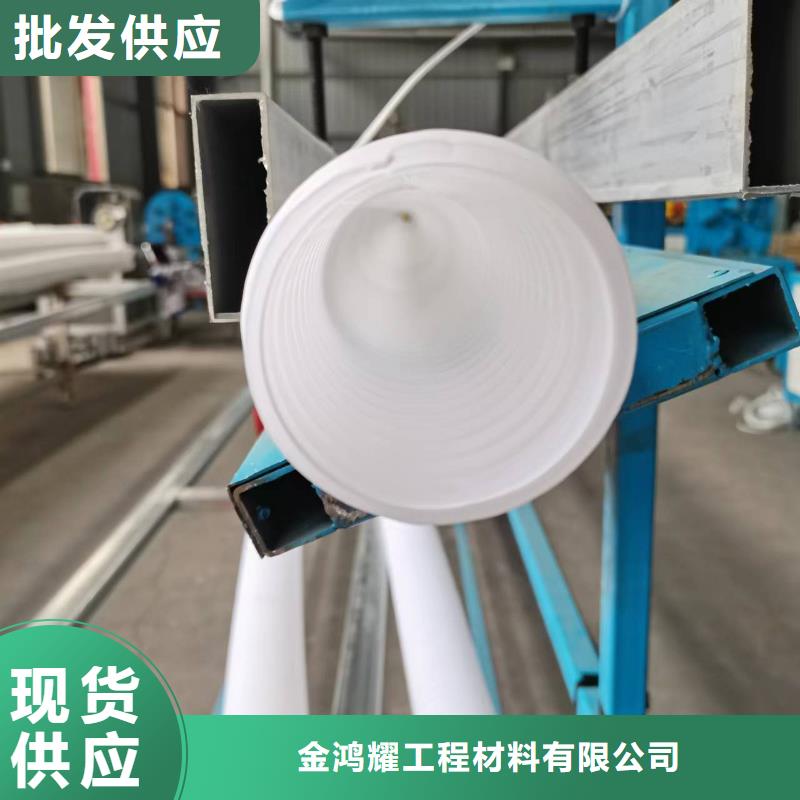
产品案例

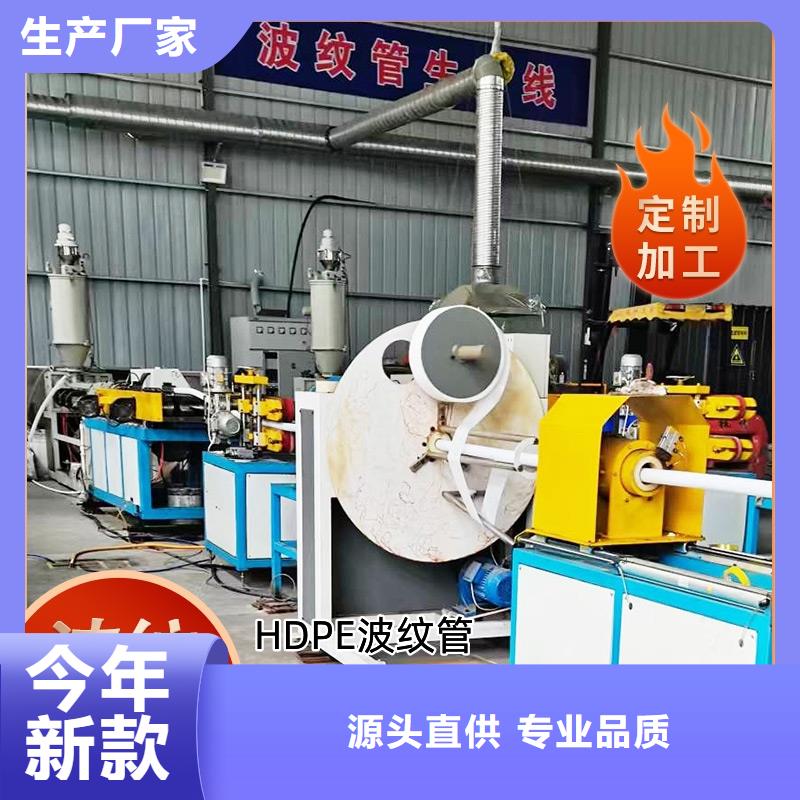
公司实力

HDPE双壁波纹管的功能指标首要表现在环刚度、耐冲击功能、环柔性。打孔波纹管双壁波纹管是为了节约原材料而不致使管材的环刚度下降的前提下,对管材截面进行优化规划的一种内壁润滑平整,外壁为梯形或弧形波纹状肋内外壁波纹间为中空,采用挤出成型工艺制成的管材。 HDPE双壁波纹管在生产操作时应注意避免金属块及其他硬质杂物混入物猜中,打孔波纹管加料座表面温度不宜过高,超过去50时应适当加大冷却水管供水量,未切断加热电源,禁止打开机筒上罩,禁止用湿手操作电器开关,禁止加热不充分提早开车,生产时必须先发动成型机,然后发动挤出机。 打孔波纹管 依据管材状况调理挤出螺杆转速,停机时则相反,成型机润滑系统应及时注油,禁止无油运转,经常检查润滑油路不得堵塞,坚持模块的清洁,及时清理生缝隙中的灰尘、油污,坚持畅通。
