


40*6精密无缝钢管生产厂家产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:40*6精密无缝钢管生产厂家的图文介绍
建顺金属制品有限公司专注 青海海西表冷器等产品,主营 青海海西表冷器。本着“客户,诚信至上”的原则,与多家企业建立了长期的合作关系。热诚欢迎新老朋友前来参观、考察、洽谈业务。公司坐落于东昌府区泰山路3号,欢迎惠顾!


青海海西降低精密钢管高温回火脆性的措施有:(1)在高温回火后用油冷或水快速冷却以抑制杂质元素在晶界偏聚;(2)采用含钼精密光亮管种,当钢中钼含量增加到0.7%时,则高温回火脆化倾向大大降低,超过此限20#精密钢管中形成富钼的特殊碳化物,基体中钼含量降低,精密光亮管的脆化倾向反而增加;(3)降低20#精密钢管中杂质元素的含量;(4)长期在高温回火脆化区工作的部件,单加钼也难以防止脆化,只有降低20#精密钢管中杂质元素含量,提高精密光亮管的纯净度,并辅之以铝和稀土元素的复合合金化,才能有效地防止高温回火脆性。



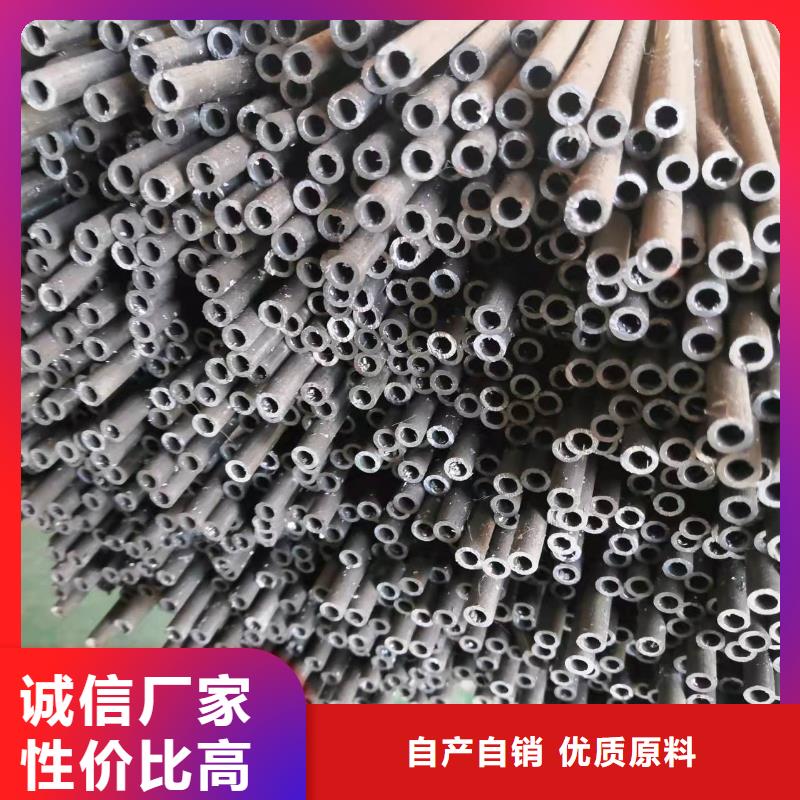
真空淬火真空淬火炉按冷却方法分为油淬和气淬两类,按工位数分为单室式和双室式,904山\畏嘲均属周期式作业炉。真空油淬炉都是双室的,后室置电加热元件,前室的下方置油槽。工件完成加热、青海海西当地保温后移入前室,关闭中门后向前室充入惰性气至大约2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面变质。由于表面活性大,在短暂的高温油膜作用下即可发生显著薄层渗碳,此外,碳黑和油在表面的粘附对简化热处理流程很不利。真空淬火技术的发展主要在于研制性能优良、青海海西当地工位单一的气冷淬火炉。前述双室式炉亦可用于气淬(在前室喷气冷却),但双工位式的操作使大批量装炉的生产发生困难,也易在高温移动中引起工件变形或改变工件方位增加淬火变形。单一工位的气冷淬火炉是在加热保温完成后在加热室内喷气冷却。气冷的冷速不如油冷快,也低于传统淬火法中的熔盐等温、青海海西当地分级淬火。因而,不断提高喷冷室压力,增大流量,以及采用摩尔质量比氮和氩小的惰性气体氦和氢,是当今真空淬火技术发展的主流。70年代后期将氮气喷冷的压力从(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷却能力接近于常压下的油冷。80年代中期出现超高压气淬,用(10~20)%26times;10Pa的氦,冷却能力等于或略高于油淬,已进入工业实用。90年代初采用40%26times;10Pa的氢气,接近水淬的冷却能力,尚处于起步阶段。工业发达 已进展到以高压(5~6)%26times;10。Pa气淬为主体,而中国产气淬一些金属的蒸气压(理论值)与温度的关系则尚处于一般加压气淬(2%26times;10Pa)型阶段。精密钢管的生产流程和普通的无缝管一样,就是多了道 酸洗冷轧的程序。青海海西精密钢管工艺流程管坯——检验——剥皮——检验——加热——穿孔——酸洗钝化——修磨——润滑风干——冷轧——去油——切头——检验——标识——成品包装



青海海西精密钢管主要标准:GB/T3639,DIN2391-94/C,DIN2445,EN10305,DIN1630,DIN1629,ASTM A106,ASTM A179,JIS G3445主要材质:10#,20#,35,45,40Cr,25Mn.37Mn5,St35(E235),St37.4,St45(E255),St52(E355)主要交货状态:NBK(+N),GBK(+A),BK(+C),BKW(+LC),BKS(+SR10# 0.07~0.13 0.17~0.37 0.35~0.65 ≤0.035 ≤0.03520# 0.17~0.23 0.17~0.37 0.35~0.65 ≤0.035 ≤0.03535# 0.32~0.39 0.17~0.37 0.35~0.65 ≤0.035 ≤0.03545# 0.42~0.50 0.17~0.37 0.50~0.80 ≤0.035 ≤0.03540cr 0.37~0.44 0.17~0.37 0.50~0.80 ≤0.035 ≤0.035 0.08~1.1025Mn 0.22~0.2 0.17~0.37 0.70~1.00 ≤0.035 ≤0.035 ≤0.2537Mn5 0.30~0.39 0.15~0.30 1.20~1.50 ≤0.015 ≤0.0



青海海西精密钢管过程真空淬火真空淬火炉按冷却方法分为油淬和气淬两类,按工位数分为单室式和双室式,904山\畏嘲均属周期式作业炉。真空油淬炉都是双室的,后室置电加热元件,前室的下方置油槽。工件完成加热、青海海西同城保温后移入前室,关闭中门后向前室充入惰性气至大约2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面变质。由于表面活性大,在短暂的高温油膜作用下即可发生显著薄层渗碳,此外,碳黑和油在表面的粘附对简化热处理流程很不利。真空淬火技术的发展主要在于研制性能优良、青海海西同城工位单一的气冷淬火炉。前述双室式炉亦可用于气淬(在前室喷气冷却),但双工位式的操作使大批量装炉的生产发生困难,也易在高温移动中引起工件变形或改变工件方位增加淬火变形。单一工位的气冷淬火炉是在加热保温完成后在加热室内喷气冷却。气冷的冷速不如油冷快,也低于传统淬火法中的熔盐等温、青海海西同城分级淬火。因而,不断提高喷冷室压力,增大流量,以及采用摩尔质量比氮和氩小的惰性气体氦和氢,是当今真空淬火技术发展的主流。70年代后期将氮气喷冷的压力从(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷却能力接近于常压下的油冷。80年代中期出现超高压气淬,用(10~20)%26times;10Pa的氦,冷却能力等于或略高于油淬,已进入工业实用。90年代初采用40%26times;10Pa的氢气,接近水淬的冷却能力,尚处于起步阶段。工业发达 已进展到以高压(5~6)%26times;10。Pa气淬为主体,而中国产气淬一些金属的蒸气压(理论值)与温度的关系则尚处于一般加压气淬(2%26times;10Pa)型阶段。
