


准备好领略薄壁焊管实体厂家产品的风采了吗?我们的视频将带您领略产品的每一个细节,让您在欣赏的同时,也能深深感受到产品的价值与意义。
以下是:薄壁焊管实体厂家的图文介绍

始终恪守“诚信为本,客户至上”的经营理念。愿以客户的要求为我们的工作起点,与时俱进,锐意进取。用人性化的设计和优良的 黑龙江鹤岗无缝钢管产品质量回报广大客户的选择和信任。 鹏鑫钢铁有限公司是一支有着凝聚力,工作配合默契的团队,凭借雄厚的技术力量,先进的工艺装备和可靠的 黑龙江鹤岗无缝钢管产品质量,优良的企业文化,不断的拓展市场,引进国际先进的自动化生产设备,扩大企业的生产规模,使 黑龙江鹤岗无缝钢管产品走出亚洲,力求打造世界知名品牌!



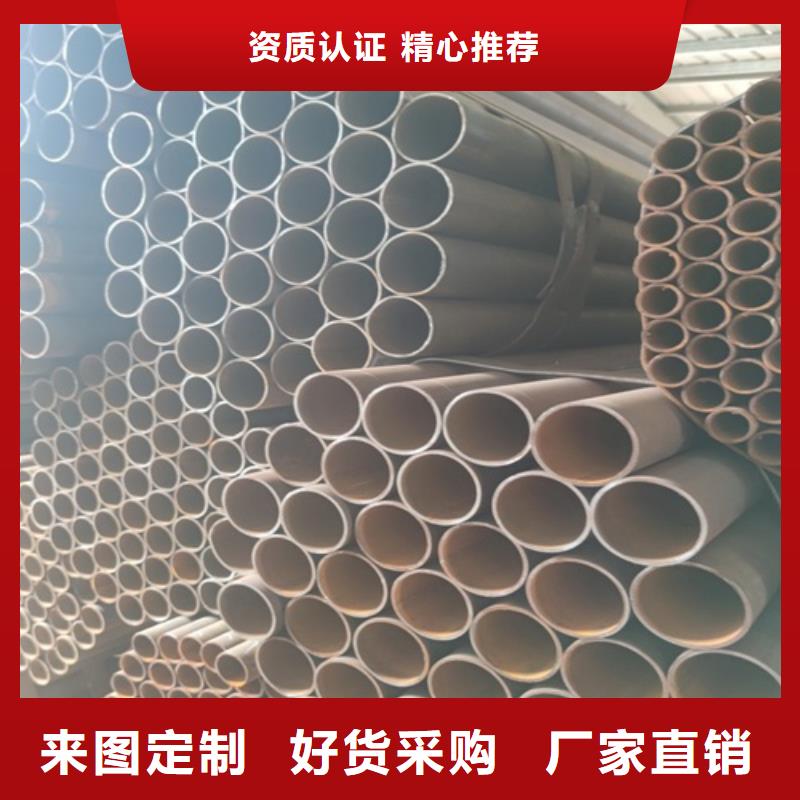
华尔网Q235B螺旋焊管是螺旋焊管中*常使用的材质,也叫碳钢螺旋焊管,Q是指屈服强度,235是屈服强度数值为235Mpa,B则是材料等级。Q235材料按等级可以分为A、B、C、D四个等级,其中B级使用*多,A级钢现在基本被B级钢所取代,C级钢和D级钢使用较少,主要适用于较低温度的环境中。 华尔网Q235B螺旋焊管是带钢或是卷板,经常温冷挤压成型然后焊接而制成的焊缝为螺旋状的焊接钢管,具有生产效率高,焊接性能好,价格便宜等优点。因此很多工程中都能看到它的身影。Q235B螺旋焊管按照制造标准可以分为国标和部标,两者的*大区别就是检测中对焊缝的要求不同,其余部分基本相同。 国标Q235B螺旋焊管常用于短距离输送石油天然气、热力输送管道,市政工程,而部标Q235B螺旋焊管则主要应用于供排水工程,打桩工程,污水管线等项目中。




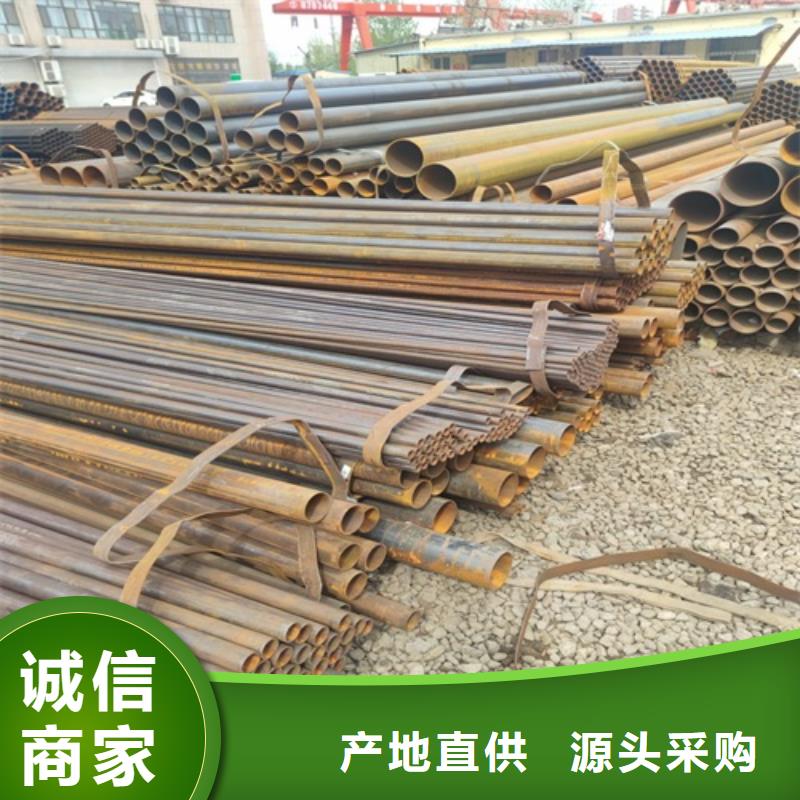
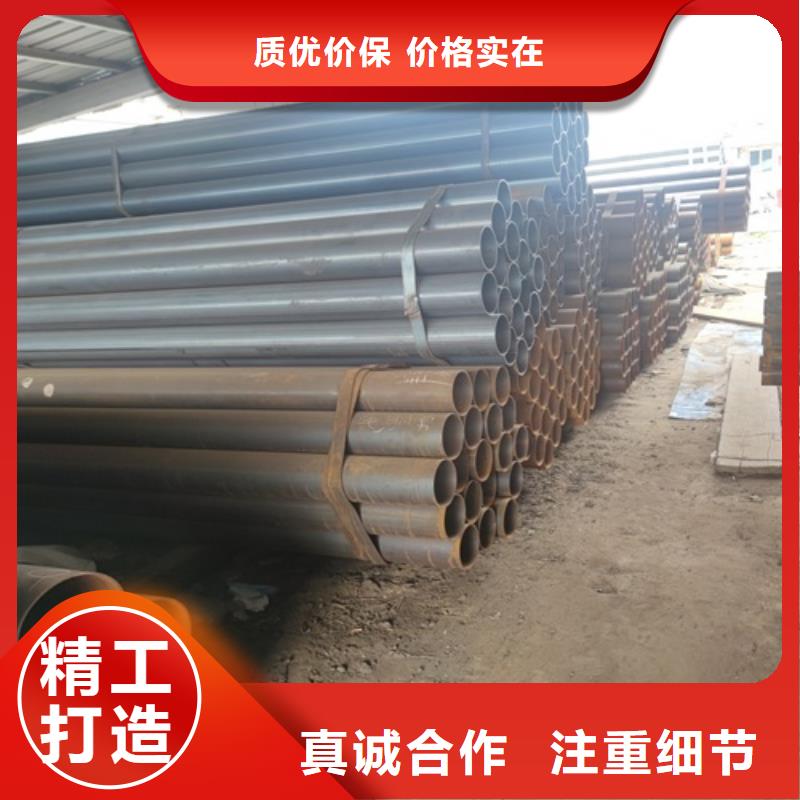
焊管的主要生产步骤 焊管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。 原材料在投入前都要经过严格的理化检验,带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。 采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送;采用外控或内控辊式成型。;采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 焊管焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。再采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。 焊管的焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。

