


想要了解声测管供应商产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:声测管供应商的图文介绍


声测管的取样问题确实由来已久,原因是它自身的接头特性造成的。声测管本身两头都要焊接的,单支长度一般都在9米以上,若整支进行送检实在是不方便;如果锯开它的话,那整支管子也就费了。因为工地一般不可能具备焊声测管接头的能力,所以只要是在中管或底管上采样结果就会整根管子不能用了。而且这个声测管的管壁一般都比较偏厚,说实话就这样弄挺可惜的。要取样建议从顶管上搞一端下来就好了,反正多余的部分也要从它上边去掉。一般每100支随机取1支就足够了。另外我们在给工地发货的时候也就已经将路桥材料的检验报告和合格证带去了,您再多此一举实在是没有什么意义。一般情况将这两份证明提供给监理部门就已经足够了。现在您已经清楚声测管的取样标准了吧。



日升昌钢管声测管厂家坚持“发展科技拓市场,强化质量铸品牌,严格管理增效益,诚信为本誉天下 ”的工厂方针,发扬“诚信、团结、敬业、创新”的企业精神,竭诚为广大 陕西西安液压检测管用户提供优质的产品和满意的服务。
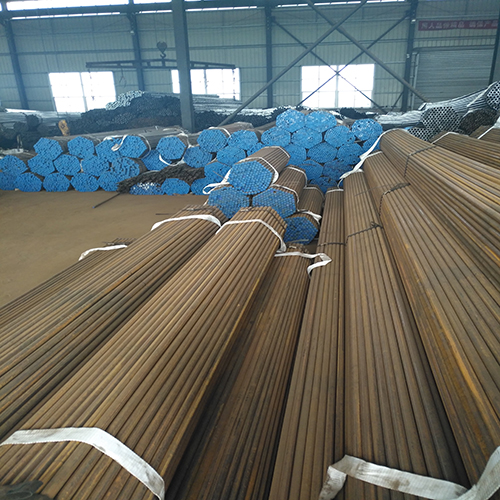
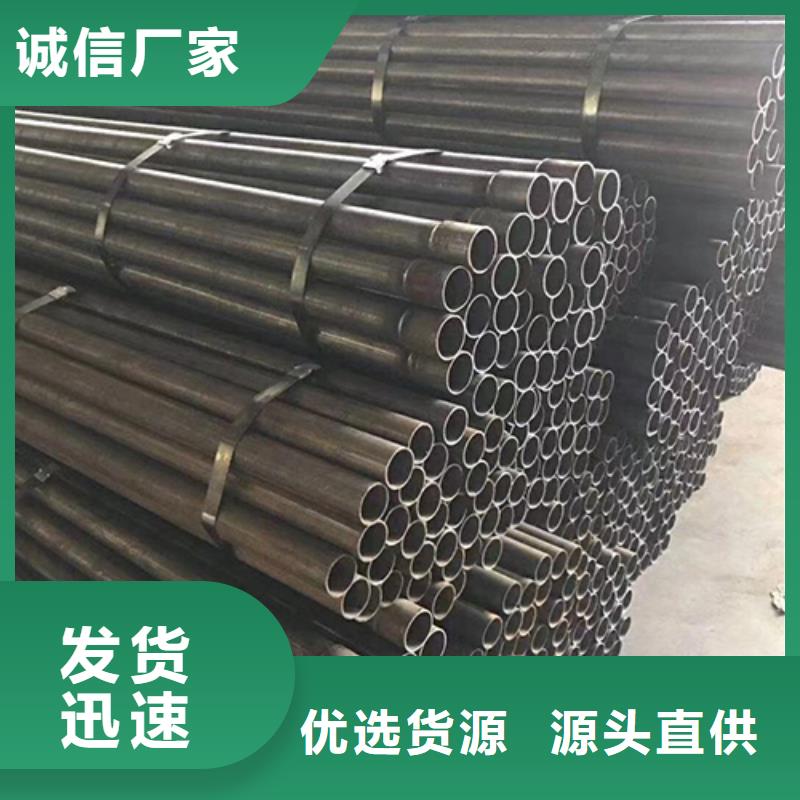
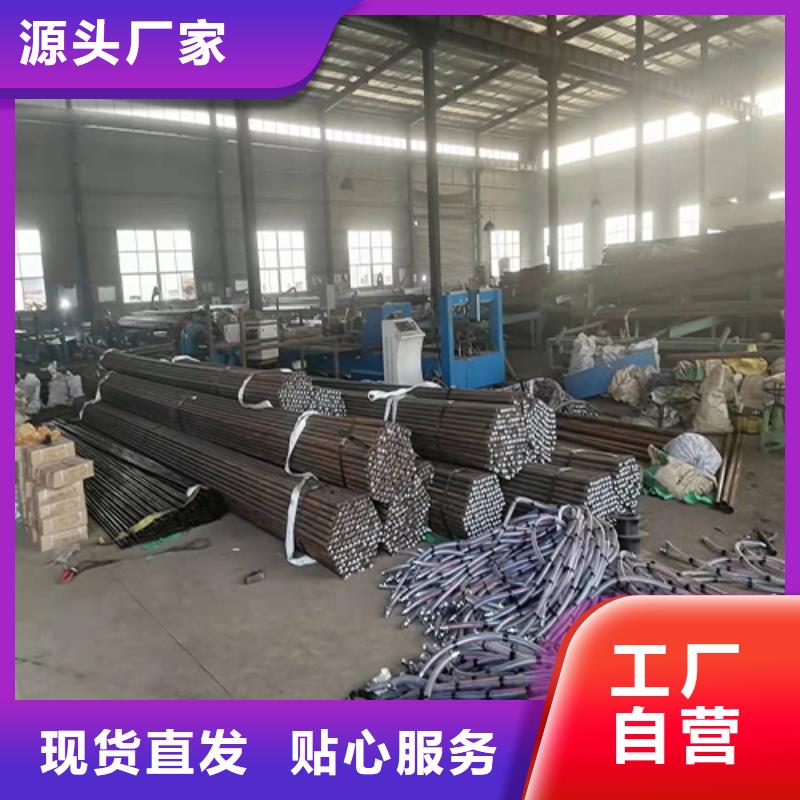
声测管供应商


接触焊是以一对铜电极与被焊接的钢管两边部相接触,感应电流穿透性好,高频电流的两个效应因铜电极与钢板直接接触而得到**利用,所以接触焊的焊接效率较高而功率消耗较低,在高速低精度管材生产中得到广泛应用,在生产特别厚的钢管时一般也都需要采用接触焊。声测管机组焊接的两种方式:接触焊和感应焊。但是接触焊时有两个缺点:一是铜电极与钢板接触,磨损很快;二是由于钢板表面平整度和边缘直线度的影响,接触焊的电流稳定性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。感应圈与钢管表面间距小时效率较高,但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8 mm的空隙为宜。采用感应焊时,由于感应圈不与钢板接触,所以不存在磨损,其感应电流较为稳定,保证了焊接时的稳定性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。焊管机组调试及日常维护注意事项一般来说,焊管机组的制定一定要符合操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的和造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏



目前声测管壁厚薄可以达到0.8mm,此种声测管的连接方式主要采用。一个桩基具体采用哪种壁厚的声测管主要取决于图纸的要求,桩基越深要求壁厚就越厚,声测管的外径常用的是50/54/57三种,壁厚从0.8mm至3.5mm之间。声测管外径壁厚如何选择?有什么规范要求呢?声测管外径,通常比径向换能器的直径大l0mm即可,径向换能器就是超声波检测用的吊进声测管内部的检测仪器。声测管壁厚对透声率的影响很小,从节省用钢量,即钢材成本的角度而言,管壁只要能承受新浇混凝土的侧压力,则越薄越省。声测管规范要求,要根据桩基深度选择不同壁厚的声测管,具体如下:桩基深度(m ) 声测管壁厚(mm)<50 ≥1.050~70 ≥1.270~90 ≥1.590~120 ≥1.8很多工地都要求用到3.5mm或者3.0mm的声测管厚度,实际情况应该参考声测管标准和工地实际情况选择,不同的施工情况和地质对厚度有不同要求。选购声测管时,要根据桩的深度、陕西西安附近直径、陕西西安附近数量和工程的要求来确定声测管的接口、陕西西安附近材质、陕西西安附近外径、陕西西安附近壁厚及底管、陕西西安附近中管、陕西西安附近顶管的数量和长度!

